.jpg)
YB55 型盒外透明纸搭口侧长边封合后凹陷的分析及技术改造研究

周才锋 周政卓
海南红塔卷烟有限责任公司海南海口 571137
引言
YB55 型盒外透明纸包装机在生产过程中,由于对设备的点检保养不到位、维修调整不当、配件的磨损程度的判断及辅料工艺参数了解不透等原因,在小盒透明纸包装过程中,造成小盒透明纸纸搭口侧长边封合后出现凹陷现象出现烟包透明纸侧边搭口凹陷。该现象主要体现在带料停机及低速运行时,小盒透明纸侧边搭口凹陷愈加明显,严重影响产品外观质量,同时也增加机组的损耗。
YB55 小盒透明纸热封工作原理及烟包凹陷原因分析
1.1 YB55 小盒透明纸热封工作原理
YB55 小盒透明纸长边热封装置主要由气缸、凸轮、连杆、摆杆、轴、弹簧、齿轮、电磁铁等组成。机器刚启动时,电磁换向阀通电换向,压缩空气通过气管进入气缸,气缸推杆克服弹簧拉力向前顶出,通过一组连杆的运动,从而使小摆杆绕轴做顺时间摆动,轴也跟着顺时间转动,通过齿轮啮合,使装有电热管的烙铁体处于合上的工作状态,同时,电磁铁通电动作使滚子靠在凸轮之低速运动曲面上。当机器进入正常的高速工作时,电磁铁断电并动作,使滚子向中心移动,靠在凸轮之另一高速运动轨迹上动作。这是为了保证透明纸的封合,烙铁体与烟包的接触时间必须保持基本不变,因而设计有高、低速运动轨迹的凸轮来进行控制热封效果。
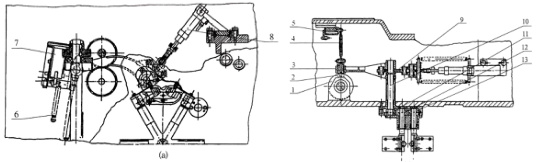
1.凸轮 2.滚子 3、5.摆杆 4.杆 6.弹簧 7.电磁吸铁
8.气缸 9.小摆杆 10.轴 11、12、13.齿轮
长边热封装置图
当包装成型轮旋转至工位Ⅱ、Ⅲ停下,烙铁体对完成长边折叠的烟包侧面进行二次热封。
1.2 小盒外观凹陷原因分析:
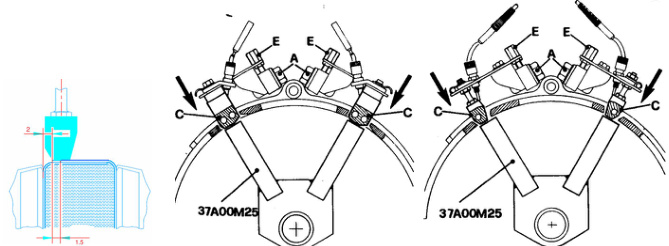
通过结合工作原理的分析,出现小盒侧边凹陷的原因是多种因素引起的综合性故障。经过多次的观察、判断、调整、跟踪及总结等手段,结合自己的经验归纳为以下几点: ① 材料原因,对小盒透明纸的工艺参数不明确,如收缩率、摩擦率、熔点等,这些都涉及到烙铁体温度的设定及温度变化的参考数据,温度的设定直接影响小盒透明纸侧长边的热封效果。同时,商标纸的纤维方向也有一定的影响,横向,包裹后小盒挺度较弱,纵向,包裹后小盒挺度较强,但在实际生产中是不可控的因素。②控制凸轮的相位调整不当,使烙铁体热封时间段不正确,造成透明纸封合不牢,操作人员以温度来弥补封合效果,这就增加小盒侧边的凹陷率。 ③ 热封装置各部件直接有磨损、高低速位置不正确、各传动件之间配合存在间隙,这样烙铁体的封合压力不稳定,部分操作人员为保证封合牢固,采取了加温的方法,这就造成烟包在停机带料和低速阶段出现小盒侧边凹陷的烟组较多。 ④ 烙铁体与烟包的热封高低、左右位置不正确;加热管与烙铁体之间的接触及紧固不好造成温度变化也同样影响小盒侧长边封合后的效果。 ⑤ 上游烟包的成形直接影响到下游设备外观包装质量的效果,经过实际测量及分析,烟组经铝箔纸、商标纸的裹包,在紧密的折叠包裹后,小盒的侧边形成“撑”的作用,针对 7-6-7 烟支排列包装的烟包,侧长边封合的效果更好。
2 维修改造措施:
2.1 调整小盒侧长边透明纸的最佳热封温度。
本单位ZB25 机型使用的小盒透明纸参数是:厚度 2 1 u m 、收缩率 < 4 % 、摩擦系数 < 0 . 2 、熔点 经过多次实验调整及运行过程跟踪测试,总结出该透明纸的最佳值是
经过多次实验调整及运行过程跟踪测试,总结出该透明纸的最佳值是  同时,调整小盒的包裹紧凑度,消除商标纸带来的影响。
同时,调整小盒的包裹紧凑度,消除商标纸带来的影响。
2.2 校正设备侧长边洛铁热封相位。
调整YB55 小盒透明纸侧长边烙铁体与成型轮的相位;结合资料要求成型轮(120°)停止转动 瞬间,烙铁体(120°)开始向下运动,同时可以根据实际情况适当微调相位。
2.3 检查该部位各部件磨损情况并更换烙铁体。
检查热封装置各个部件间的间隙,更换磨损件,消除部件之间存在的间隙,保证各部件之间配 合稳定,配合电器维修人员检查电磁铁低速和高速的换位准确。更换热封烙铁,烙铁体工作表面要 平整,光洁,细腻,导热匀称,透明纸封合才得到均衡粘牢。对加热管与烙铁体进行紧固固定,进 行物理填充以保证加热管与烙铁体的紧密接触,保证温度的均衡稳定。
2.4 校正烙铁体及弧形板位置
烙铁体工作时的高低、左右位置是主要的。透明纸搭口位置距离小盒侧长边端面为  通过正确调整烙铁体与弧形板位置,与烟包的高低位置后再调整烙铁体与烟包的左右位置。
通过正确调整烙铁体与弧形板位置,与烟包的高低位置后再调整烙铁体与烟包的左右位置。
2.5、优化改造 YB55 小盒成型轮的模盒尺寸
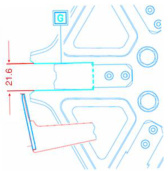
上游烟包的成形直接影响到下游设备外观包装质量的效果,经过实际测量及分析,烟组经铝箔纸、商标纸的裹包,在紧密的折叠包裹后,小盒的侧边形成“撑”的作用,特别是针对 7-6-7 烟支排列包装的烟包,侧长边热封后的效果更好。参考ZB25 型设备资料,二号轮采用 2 1 . 4 m m 间距的模盒(厚度 2 1 . 4 m m 模块测试),三号轮采用 2 1 . 5 m m 间距的模盒(厚度 2 1 . 5 m m 模块测试),四号轮模盒间距采用  。那么上游烟包的实际厚度方向尺寸是 2 1 . 5 m m (实际成型在三号轮)。经过多次的实验,采用小盒包装成型轮模盒的间隙为 2 1 . 6 m m, 。这样,小盒在成型轮模盒内侧边再次被“撑住”定型,烙铁体就如同在均匀平整的平面上进行封合。此时的温度容易设定,不要求太高,不会因封合不牢而加温度弥补,造成烘烫和高温热封后透明纸收缩变形,造成小侧边热封后凹陷的结果。
。那么上游烟包的实际厚度方向尺寸是 2 1 . 5 m m (实际成型在三号轮)。经过多次的实验,采用小盒包装成型轮模盒的间隙为 2 1 . 6 m m, 。这样,小盒在成型轮模盒内侧边再次被“撑住”定型,烙铁体就如同在均匀平整的平面上进行封合。此时的温度容易设定,不要求太高,不会因封合不牢而加温度弥补,造成烘烫和高温热封后透明纸收缩变形,造成小侧边热封后凹陷的结果。
3 维修改造效果。
通过上述方法,对生产车间的ZB25 型机组进行了相应的维修改造措施。经过多次的跟踪测算,小盒透明纸侧长边封合后凹陷的现象相对减少,同时协助电器维修人员设定最佳带料停机和停机剔除的时间,基本杜绝了小盒搭口侧长边封合后凹陷质量现象,有效隔断质量缺陷的产品进入下一环节,有效的保障高质量成品的输出。
4.结论
以烟包凹陷质量缺陷为契机和切入点,经过仔细研究、分析和改造,有效地解决了设备使用过程中出现的产品质量问题,提高了设备的有效作业率,同时也提高了解决实际问题的能力。
参考文献
[1]《机械制图》机械工业出版社主编张永耀
[2]《ZB25 型软盒包装机组调试手册》
[3]《YB55 型小盒透明纸包装机使用说明书》
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)