.jpg)
浅析矿用磨机 1/4 大齿轮加工难点

苏航 石鹏 任伟佳
北方重工集团有限公司 辽宁沈阳 110141
【引言】
伴随我国综合国力的不断提高,促进和带动各个行业获得更好发展,其中矿用磨机凭借自身强大的优势与特点已然得到广泛的应用。我公司研制的某超大型磨机齿轮,直径达 12.917m ,毛坯分四瓣铸造,加工精度要求高,加工过程中极易产生变形,因此需要设计合理的加工工艺来保证工件的加工精度。
一、加工难点
在毛坯的铸造过程中,由于1/4 齿轮的形状原因,致使 1/4 半齿轮在毛坯铸造时不能随工件一起铸出防止工件在热处理时产生变形的拉筋。因此在热处理过程中工件的变形量将远远大于有拉筋的 1/2 半齿轮,因此工件粗加工后的余量值必须准确,否则工件将没有精加工的余量。如何控制各件 1/4 半齿轮在热处理后的各把合孔尽量不错位,才能保证各粗加工过的把合孔在精加工时满足图纸要求,就是我们首先要解决的大问题。由于在毛坯铸造时不能在工件上铸出有效的拉筋,由于各 1/4 半齿轮在热处理后变形较大,保证各1/4 半齿轮的结合面的相互垂直度是难点二。由于四半1/4 半齿轮最终把和成整体大齿轮,每件 1/4 半齿轮均有两各把和面与另两件半齿轮把和,则各件的把和孔对应问题也很重要,同时还要保证四件把和后的各结合面形成准确的十字中心线,这些难点都是我们要解决的问题。
二、解决方法
根据以上的难点分析,我们在编制加工工艺时采取了如下措施来逐一解决上述问题。在第一道工序划线时不但要在保证齿轮外圆内壁厚度均匀一致的情况下划各 1/4 半齿轮的结合面加工线并考虑各面的垂直性,而且还要求将四件1/4 半齿轮按下面的工艺简图(图1)摆放后按图所示分别在每个1/4 半齿轮上做对应标记。并为了防止在以后工序中使各件1/4 半齿轮的位置弄乱而造成无法正确加工和把合要求各标记要能长期保留。
图1 1/4 半齿轮工艺简图
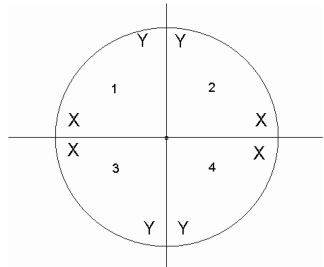
工件在铣结合面时,要参见上面的简图。分别将标有Y 标记的面对镗床的床头,按划好的加工线找正,并且为了减小各垂直面在热处理后的不垂直度,加工结合面前要将水平尺放在工作台的适当位置,并严格保证要加工面与水平尺的垂直度,垂直度误差在 ±0.05mm 内,在考虑到前面提到的本件各结合面的变形大及各把合孔位置的错位情况等特性后,我们必须增大各结合面的加工余量,因此在粗铣 Y 标记结合面时单面留量为 10mm 加工余量。
此面加工好后,将工作台旋转 90∘ ,令有 X 标记的结合面对床头,按水平尺及已加工的有 Y 标记的平面找正,垂直度误差也要控制在 ±0.05mm 内。然后锁紧工作台,为了防止两件 1/4 半齿轮按有 Y 标记的面把合后的两件有X 标记的面错位和不与有Y 标记的面垂直,故粗铣有X 标记的结合面时单面留量为 15mm 加工余量。
各件的有Y 标记的平面及有X 标记的平面都加工好以后,分别在标有1,3 的序号标记的1/4 半齿轮的有Y 标记的结合面上划把合孔及销加工线,此时把合孔和销孔均有加工余量且销孔按不同的螺栓孔钻出,然后再分别用标有 1,3 序号标记的 1/4 半齿轮上的把合孔及销孔号划标有 2,4 序号标记的1/4 半齿轮上的标有Y 标记面上的把合孔。然后按标有1,3 序号标记的1/4 半齿轮已加工的螺栓孔及销孔尺寸钻出号划的把合孔及销孔。各 1/4 半齿轮上标有Y 标记面的把合孔都钻好后,用工艺螺栓分别将简图上的序号1 对2 ,3 对 4 的标有Y 标记面把合,然后再重新以Y 标记面结合缝作为Y 向十字中心线,划两件把合后的X 标记面尺寸加工线。并铣把合后的X 标记面且单面留 10mm 加工余量。
两件 1/4 半齿轮把合后的 1/2 半齿轮的 X 标记面都加工好后,再在由序号1,2 两件1/4 半齿轮把合成的1/2 半齿轮的X 标记面上划与由序号3,4 两件1/4 半齿轮把合成的1/2 半齿轮的把合孔及销孔加工线,并按Y 标记面把合孔及销孔的尺寸进行加工,然后用已加工好的X 标记面上的把合孔及销号划序号 3,4 两件 1/4 半齿轮把合成的 1/2 半齿轮的把合孔及销孔加工线,并按前面的尺寸加工好。
经以上方法后可基本保证四件 1/4 半齿轮的把合面基本垂直,然后再将四件 1/4 半齿轮把合成整体并进行外圆的粗加工,在加工时为了保证热处理后的各 1/4 半齿轮的各面均有精加工的余量,均需考虑留有足够的加工余量在经过变形情况的考察之后我们将半径方向加工余量留 30mm ,然后进行超声波探伤和热处理等工序。
探伤合格并进行过热处理后各1/4 半齿轮结合面的变形量修整是1/4 半齿轮在加工过程中最重要的工序。此工序如处理不好将直接影响以后的工序是否能保证有足够的加工余量,因此在划修正的结合面加工线时不但要考虑到两结合面间的垂直度的加工余量均匀还要考虑到各相互把合的结合面上的把合孔的孔位在修完结合面后应能按原孔位把合。故在工艺中必须写出要求划线员在划线时不能按以往的划线方法单纯的只划结合面加工线,必须先分别检查各件的结合面的变形量及把合孔的孔位变形量后,按照上述内容综合考虑后再划各把合面加工线。然后再按照前面的叙述过的加工结合面的方法顺序加工好各结合面。在修整完把合面后要重新修整各把合孔及销孔,各把合孔及销孔仍然留有余量,但销孔在留有余量的同时要达到7 级精度,因为在外圆及齿形的半精加工中为了保证各处加工准确,必须用工艺定位销进行定位,各 1/4 半齿轮的各面,孔均半精加工好后,用工艺螺栓及工艺用的定位销将各件重新把合,并对外圆进行半精加工对齿形进行粗加工。半精加工完后将各件拆开齿形各部进行磁粉探伤,合格后各把合面及把合孔,销孔按前面的方法进行精加工,然后将各 1/4 半齿轮用产品螺栓及产品定位销做最终把合,把合前要对各结合面进行研磨,保证各结合面的密接度在 60% 以上。然后再进行外圆和齿形的精加工。各齿形精加工好后还要进行一次磁粉探伤。
结束语
按此方法加工的由 1/4 半齿轮把合成的大齿轮在把和后应能均满足图纸要求及使用要求。有了这样的加工制造技术,不但能使现在这台新产品的价值得以体现,而且会为我公司在加工制造大尺寸、高精度、复杂结构零件的加工工艺技术方面积累宝贵经验,为各大重型企业之间在超大零件加工方面的竞争增添一份力量。
【参考文献】
[1]李文亮,杨涛,于向军,等. 国外大型球磨机发展现状[J]. 矿山机械,2007(01):13-15.
[2]赵宗立. 磨机大齿圈加工工艺及精度的综合分析 [J].矿山机械, 2013(09):8-12.
[3]齿轮制造加工速查手册编委会. 齿轮制造加工速查手册[M]. 北京:机械工业出版社,2012.
作者简介:苏航(1990.1-),男,汉族,辽宁省鞍山人。大学本科,助理工程师;研究方向:矿业设备。石鹏 (1984.4-),男,汉族,辽宁抚顺人。硕士研究生, 机械工程师;研究方向:破碎。任伟佳(1991.7-),男,汉族,吉林长岭人。大学本科,机械工程师;研究方向:冶金设备。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)