.jpg)
矿用破碎轴组刀齿座组装方法的研究

孟凡
宁夏天地奔牛实业集团有限公司总装分厂 宁夏大武口 753001
引言
矿用破碎机通常由动力部、破碎轴组、破碎箱、破碎槽及出入口防尘帘等部分组成。该设备安装于转载机中部,与刮板转载机及 MY 自移系统配套使用,用于实现对工作面大块原煤及少量矸石的连续破碎,并经由转载机运出。破碎机通过电机驱动破碎轴旋转,利用轴上锤头对通过破碎机的块煤进行冲击破碎。
破碎刀齿座为破碎轴组的关键构件,其结构如图 1 所示,组装质量直接影响设备的工作效能与使用寿命。为此,设计了一套刀齿座端面压紧装置,主要由压紧盘、螺栓及底座等部件组成。该装置具有良好的通用性,可用于多种规格破碎轴组刀齿座的端面压紧作业,确保组装紧密、无间隙,压紧力分布均匀,从而提升装配质量与产品可靠性,并有效减轻操作人员的劳动强度。
图 1 破碎轴组

1 现状
目前,刀齿座的组装多采用传统锤击工艺,操作人员需借助大锤进行频繁敲击。该方法劳动强度大,常需多人轮换作业持续约 30 分钟,不仅效率低下,还易导致零部件外观受损,增加维修成本及生产停机时间。
2 工装设计
2.1 技术原理
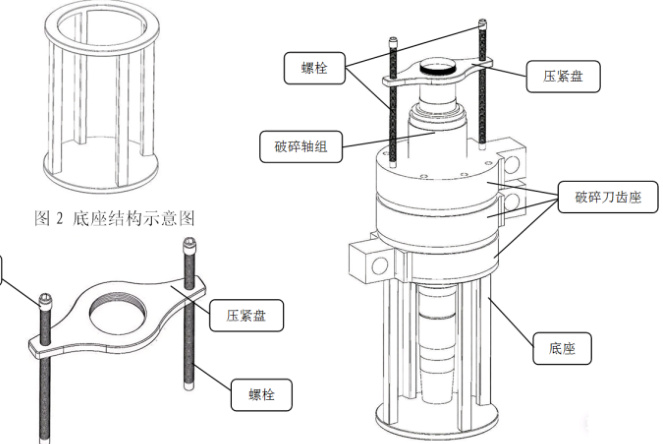
本研究提出的矿用破碎轴组刀齿座端面压紧装置专用于刀齿座的组装与压紧工序,主要由压紧盘、螺栓和底座构成。操作时,将待组装的破碎轴稳固放置于底座内,确保无晃动;随后将压紧盘拧入破碎轴端部螺纹并固定;将两根螺栓旋入压紧盘,使用电动扭矩扳手逐步向下拧紧。待螺栓无法继续旋进时,对称轻敲刀齿座端面,以确保其完全就位、无装配间隙(结构示意参见图 2、图 3、图 4)
(1)摒弃传统锤击方式,显著降低操作人员劳动强度,同时避免冲击力对刀齿座及相关部件造成的潜在损伤;(2)该工装具备位置可调功能,可适应不同规格破碎轴组的组装要求;(3)采用立式结构,操作简便、稳定性高、安全可靠。
2.3、技术的成熟程度
该压紧装置适用范围广泛,可通过调整螺栓长度或压紧盘螺栓孔中心距,适应企业内多种规格破碎轴组的组装需求。目前该装置已在实际生产中广泛应用,表现稳定、可靠(现场应用情况参见图 5)。
图 5 生产现场使用情况

3 结 语
经实际生产验证,采用本压紧工装后,破碎轴组刀齿座的组装作业仅需两名操作人员协同工作 15分钟即可完成,大幅减轻劳动强度,零件外观及装配质量均得到有效保障,整体装配效率与产品质量显著提升。
参考文献
[1] 黄小华,徐建成.Pro/ENGINEER 机械设计与制造[M]. 北京:电子工业出版社,2010.
[2] 王知行,邓宗全. 机械原理[M]. 北京:高等教育出版社,2006.
[3] 张宝珍,栾茏. 矿山机械装配与调试技术[M]. 北京:冶金工业出版社,2014.
[4] 陈宏钧. 机械加工工艺手册[M]. 北京:机械工业出版社,2018.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)