.jpg)
浅谈尾气回收装置停工的处理方法

孙广东 王春彬
大庆炼化公司化工四部 黑龙江大庆 163411
大庆炼化公司聚丙烯酰胺装置尾气回收装置采用北京清华同方公司技术与设备,装置设计对化工生产四部聚丙烯酰胺装置含氨尾气进行回收净化处理。包括四套尾气回收净化装置及一套污水处理装置。
一套聚丙烯酰胺装置采用丙烯酰胺水溶液聚合法生产聚丙烯酰胺,生产工艺为均聚工艺。
尾气中需要净化吸收的氨气主要来源于水解反应,是利用水解剂(碳酸钠)与聚丙烯酰胺发生水解反应,反应将产生与发生水解的丙烯酰胺同摩尔数的氨气及一半摩尔数的二氧化碳。
均聚工艺主要包括溶解、聚合、预研磨造粒、干燥、筛分包装等五个工序,聚合和水解反应都在反应器内完成,水解剂为溶解过程中引入的碳酸钠,均聚工艺所产生的氨气和二氧化碳主要在反应器和预研磨中释放,由排氨风机( F*30.60 )抽出后输送到烟囱进行高空排放。
目前,一套聚丙烯酰胺装置八条生产线均采用均聚工艺生产,因此现阶段尾气回收装置主要是对一套装置均聚工艺中反应器和预研磨释放的含氨废气(以下简称预研磨尾气)进行回收和净化。
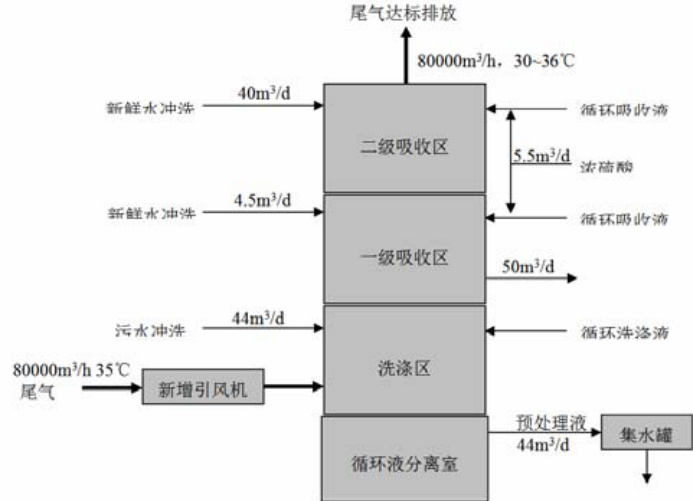
通过对聚丙烯酰胺生产工艺和聚丙烯酰胺含氨尾气成分及相关参数的研究,采用如下工艺路线对尾气进行净化处理:经预处理去除尾气中混合的聚丙烯酰胺颗粒,用浓度 15~20% 的稀硫酸溶液作为吸收液处理尾气中的氨气,生成的硫酸铵输送到二套硫铵装置。由于废气含有其它杂质,在氨气吸收的过程中一同被吸收到硫酸铵溶液中直接影响硫酸铵的溶解度。因此吸收液硫酸浓度的高低决定了得到的硫酸铵水溶液浓度的大小,为便于管道运送,回收的硫酸铵浓度必须在结晶点以下。原则上硫酸铵浓度控制在 20%-28% ,pH 值控制在4-8,硫酸铵的浓度在开工时根据实际情况调试。
工艺原理流程图
停工操作
一级循环系统首先开始停工,然后二级循环系统停止,停止预处理系统,各系统停工过程控制节点。
1.尾气切出装置
开启 1、2 线预研磨尾气去烟囱蝶阀,开启 5、6 线预研磨尾气去烟囱蝶阀,关闭 1、2 线预研磨尾气进装置阀门,关闭 5、6 线预研磨尾气进装置阀门,关闭引风机F-201,确认引风机F-201 已关闭。
2.一、二级循环系统停工
停运硫酸罐去一级循环罐计量泵P-206A,确认硫酸罐去一级循环罐计量泵P-206A 已停运,关闭硫酸罐去一级循环罐计量泵P-206A 入口、出口手阀,停运硫酸罐去二级循环罐计量泵P-206B,确认硫酸罐去二级循环罐计量泵 P-206B 已停运,关闭硫酸罐去二级循环罐计量泵 P-206B 入口、出口手阀,关闭硫酸罐出口总阀,关闭新鲜水至一级吸收塔入口蝶阀FV-202,关闭新鲜水至二级吸收塔入口蝶阀FV-203,停运一级循环泵P-202A,确认一级循环泵 P-202A 已停运,停运二级循环泵 P-203A,确认二级循环泵P-203A 已停运,关闭二级循环泵 P-203A 入口、出口手阀,关闭新鲜水至二级吸收塔入口蝶阀FV-203 前后手阀。
3.硫酸铵储罐停工
打开一级循环罐底部向硫酸铵储罐排放手阀,确认一级循环罐内硫酸铵溶液全部进入硫酸铵储罐内,关闭一级循环罐底部向硫酸铵储罐排放手阀,启动硫酸铵外输泵 P-204A,确认硫酸铵外输泵 P-204A 已启动,确认硫酸铵储罐内溶液全部输送到硫铵二套装置,停硫酸铵外输泵P-204A,确认硫酸铵外输泵P-204A 已停,关闭硫酸铵外输泵P-204A 入口、出口手阀。
4.一级循环系统水洗
打开新鲜水至一级吸收塔入口蝶阀FV-202,确认一级循环罐液位升至50% ,打开一级循环泵 P-202A 前后手阀,启动一级循环泵 P-202A,确认一级循环泵 P-202A 已启动,水洗一级循环系统 3 小时后,停一级循环泵P-202A,确认一级循环泵P-202A 已停运,关闭一级循环泵P-202A 前后手阀,关闭新鲜水至一级吸收塔入口蝶阀FV-202,关闭新鲜水至一级吸收塔入口蝶阀FV-202 前后手阀,打开一级循环罐底部排放阀将水全部放入硫铵储罐中,打开硫铵储罐底部排放阀将水全部放入集水罐中。
5.预处理系统停工
预处理塔退料。关闭新鲜水至一级吸收塔入口蝶阀FV-201,确认集水罐V204 液位计L205 显示液位开始下降,停运预处理循环泵P-201A,确认预处理循环泵P-201A 已停运,打开预处理塔至集水罐低点排放手阀。
6.集水罐停工
确认集水罐V204 液位计L205 显示液位大于 33.33% ,确认污水站可以输送废水,启动循环液外输泵P-205A,确认集水罐V204 液位计L205 显示液位小于 20% ,停运循环液外输泵 P-205A,确认循环液外输泵 P-205A 已停运,关闭循环液外输泵P-205A 入口、出口手阀。
7.停工完毕。确认设备全部停止运转。
事故处理 紧急停工原则
因为每个问题都具有其特点,给出的处理方法不一定是事故出现时唯一的处理方法,需要有关操作人员对故障做出判断,现场指挥人员灵活掌握,至于具体操作的阀门、管线、设备的处理程序,由事故现场指挥制定,采取更切实有效的方法。一旦发生生产事故,以最快的速度、最大的效能,有序地实施停工和救援,最大限度减少人员伤亡和财产损失,把事故危害降到最低点。
事故处理和应急救援原则:快速反应、统一指挥、分级负责、优先抢救人员。
装置发生重大事故,立即启动应急反应计划,各岗位操作员按照应急计划职责分工行动:
1.事故报警,事故报警的及时与准确是能否及时控制事故的关键环节。当发生事故时现场人员必须根据装置指定的事故预案采取积极而有效的抑制措施,尽量减少事故的蔓延,同时向有关人员和部门报告和报警。
2.控制现场,各应急小组在接到事故报警后,应立即赶赴现场,在做好自身防护的基础上,快速实施救援,控制事故发展,并将伤员救出危险区域和组织人员撤离、疏散、消除事故隐患。
3.紧急疏散,建立警戒区域,划定出警戒范围,迅速将警戒区及污染区与事故应急处理无关人员撤离,并将相邻的危险化学品疏散到安全地点,以减少不必要的人员伤亡和财产损失。
4.现场急救,事故状态下发生人员伤害时,应及时将受伤人员抢救到安全地点,做好自身及伤员的个体防护。根据受伤人员的受伤原因及受伤情况进行简单的抢救,如伤者停止呼吸,应进行人工呼吸或心脏按压术进行救治,同时向急救站报警,或安排车辆及时送医院抢救。
5.泄漏处理,采取各种相应措施控制泄漏源,对泄漏物进行处理。
6.排除现场灾害,危害监测,消除危害后果对事故危害状况,要不断检测,直至符合国家标准。
7.尽快恢复生产的措施。
参考文献:
[1]张建伟.优化硫酸铵产品控制参数,降低浓硫酸单耗[J].科技创新与应用,2014,(20):85
[1]宋武琦.浅析尾气回收装置运行现状及改进方法[J/OL].石油石化绿色低碳,1-5[2025-08-11]。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)