.jpg)
干气脱硫装置胺液除油技术的应用与实践

贾育宾 齐雪峰
永炼发电厂 陕西延川 717200
1. 引言
在炼油生产过程中,干气脱硫装置中胺液带油是一个常见且棘手的问题。胺液带油不仅会影响脱硫效果,还会对下游装置产生不良影响,增加生产成本和安全风险。我厂在干气脱硫装置运行过程中,也面临着胺液带油的困扰。为解决这一问题,该厂采用了 AMFD 自适应旋流除油 + MPE 介质颗粒聚结 +CFC 组合纤维深度除油组合工艺,取得了良好的效果。本文将对该技术应用方案进行详细介绍和分析。
2. 我厂胺液带油问题现状
我厂脱硫系统采用 MDEA(甲基二乙醇胺)高效脱硫剂,系统总胺液量为120-150m3 ,胺液循环量约为 12t/h, 。在运行过程中,发现胺液中夹带有柴油等组分,含油量平均值约为 2000ppm 。胺液带油带来了诸多负面影响。一方面,改变了胺液的表面活性,使胺液更容易发泡,进而影响脱硫效率,导致干气脱硫效果下降,影响产品质量;另一方面,部分烃类会在溶剂再生时,随酸性气带入下游硫磺回收等装置,对下游装置的正常运行产生不良影响,如堵塞管道、影响催化剂活性等,增加了装置的维护成本和安全风险。而且,本装置所带油类呈乳化状分布于胺液中,采用传统的静置分离等方式无法有效除油,必须寻求更先进的除油技术。
3. 胺液除油技术方案
3.1 工艺技术原理
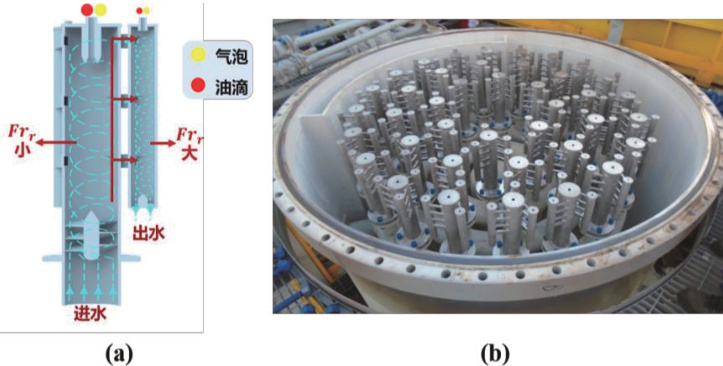
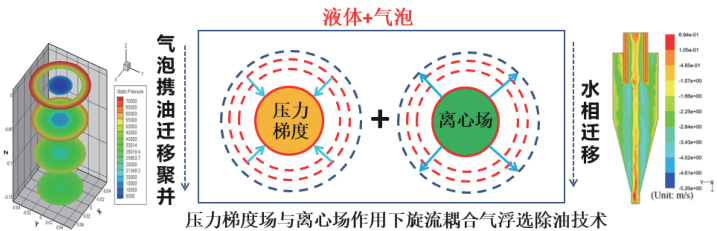
本方案采用的组合工艺包含 AMFD 自适应旋流除油、MPE 介质颗粒聚结和CFC 组合纤维深度除油三个关键部分。AMFD 基于粒径分级分离,分为主分离腔及副分离腔。油水气从主分离腔底部进入,在旋转叶片作用下形成旋转流运动。大粒径气泡、油滴在旋流作用下快速分离,从主分离腔上部排出;未分离的小粒径油滴及气泡进入副分离腔,在较大离心力作用下实现分离。该分离器可适应较大流量波动范围,除油效率高达 90% 以上,主要用于模块化除油技术预处理环节。其独特的设计结构,使得气、固、液三相能够快速分离分散,通过压力梯度场耦合离心场除油技术,实现高效除油(见图 1)。
图 1 AMFD 结构原理图
MPE 颗粒是带有亲水性或亲油性的耐高温、耐腐蚀颗粒介质,其床层由两种或多种不同亲疏水性 MPE 颗粒散堆而成,兼顾除油、脱固两种功能。含油污水通过 MPE 颗粒床层时,小油滴在亲油疏水颗粒表面和颗粒间碰撞、黏附、聚并、长大,最终被释放分离。同时,亲水性颗粒可保证床层流动性,提升分离效率。对于粘稠悬浮物、固体颗粒杂质,MPE 颗粒主要依靠吸附与拦截作用进行分离(见下图 2)。
CFC 组合纤维深度除油的基本原理为微细分散油在亲油纤维表面的前驱油膜诱导快速聚并分离,以及乳化油在亲 / 疏水异质纤维交叉节点处的极性受力破乳。亲油纤维与油滴接触时,油滴在亲油纤维表面的前驱油膜作用下快速聚并长大,脱离后纤维表面更新,实现循环除油;油水乳化液滴在流经异质纤维交叉节点时,因极性受力差异实现破乳分离。亲疏水纤维通过特定构型组合编织成纤维聚结模块,可维持较高空隙率并提供很大比表面积,适用于 0.1 -10μm 乳化油滴的深度聚结分离
图2 MPE 除油脱固原理示意图
该组合工艺具有显著优势。无需添加化学药剂,采用纯物理方法破乳,绿色环保;MPE 分散填料提升反洗效率,延长内件使用寿命;可适应较大来液流量、油含量和气含量波动工况,操作弹性大;CFC 油水分离器一级分离取代“水旋+ CFU”二级分离,分离效率高,且所需工艺流程压力小,能耗低。
3.2 工艺流程
自溶剂循环泵(P - 8202AB)出口引出一股贫液进入旋流除油设施(FI -8211)。贫液依次经过旋流除油设施内的 AMFD 除油器、MPE 介质颗粒聚结器和 CFC 除油器,脱除其中夹带的烃类。脱出的污油送至装置外,除油后的贫液返回溶剂缓冲罐(V - 8205)
3.3 装置改造内容
本胺液除油技术应用项目改造内容主要是增加一套旋流除油设施(FI -8211)。溶剂由溶剂循环泵(P - 8202AB)出口引出,经除油器处理后返回溶剂缓冲罐(V - 8205)。由于泵出口流量增加,经核算溶剂循环泵(P - 8202AB)需更换。新增一套除油设施在溶剂缓冲罐(V - 8205)东侧空地。从溶剂循环泵(P - 8202AB)出口线 DN100 上引出 DN40 的线到除油器,除油器出口DN40 的线返回溶剂缓冲罐(V - 8205),除下的油线 DN25 至污油总管。
4. 运行效果
该胺液除油技术应用项目投运后,胺液除油效果显著。根据不同进口胺液油含量,出口油含量均满足相应指标要求。当除油器进口胺液油含量小于10000ppm 时,出口油含量小于 5500ppm ;当进口胺液油含量小于 5000ppm 时,出口油含量小于 2200ppm ;当进口胺液油含量小于 2000ppm 时,出口油含量小于 800ppm 。有效降低了胺液中的含油量,减少了胺液发泡现象,提高了干气脱硫装置的脱硫效率,保障了下游装置的稳定运行。
参考文献:
[1] 含油胺液分离材料的开发及应用。王崧合 ; 潘明石油化工 2025-01-17期刊
[2] 硫磺回收胺液发泡的净化处理及效果评价。王同斌。中国石油和化工标准与质量 2025-5.15 期刊
[3] 硫磺回收胺液发泡乳化的原因查找及优化措施。王同斌 石化技术2022-01-28 期刊
[4][ 张百庆, 吴红梅. 脱硫胺液除油新技术的工业侧线试验[J]. 炼油与化工 ,2024,35(1):26-29. DOI:10.3969/j.issn.1671-4962.2024.01.007.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)