.jpg)
基于 ProCAST 的 ZG275 - 485H 的流体控制阀体铸造工艺初步设计

任城杰 叶青雨 杨雪 徐绍娟
成都工业学院 610000
针对ZG275 -485H 的流体控制阀体,在对其进行铸造工艺分析,工艺方案设计、工艺参数确定和浇注系统设计的基础上,对该铸造工艺进行了模拟分析:
1.1 网格划分
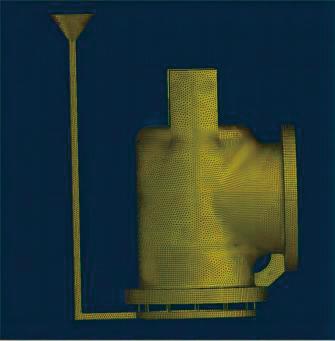
本次工艺采用 SOLIDWORKS 建模软件进行三维实体绘制,提高铸件形状精 度,再用 mesh 工具对沙箱,建筑系统以及铸件进行网格划分与检查,共得到面网格 170275 个,体网格共 4054178 个,如图 1.1所表示:
1. 2 模拟参数设定
初始模拟数值设置如下:
浇注温度 T=1550∘C ; 沙箱温度 t=25C ; 金属与沙箱换热系数h=500 ;冷却方式为空冷,砂型为呋喃树脂自硬砂,冷铁选择铸钢。
1.3 ProCAST 初次模拟结果及分
1.3.1 充型过程
从充型时间的模拟结果可以看出所需时间 49.7 秒,符合浇注系统的设计结 果。在充型过程中,金属液在重力的作用下通过直浇道、横浇道和内浇道,然后进入了型腔,液面自下而上逐渐升高。如图 1.2所示。
1.3.2 缺陷分析
浇注缺陷分析是指对浇注过程中可能出现的缺陷进行分析和评估。在浇注缺 陷分析中,通常会考虑一些常见的浇注缺陷,如气孔、缩孔、夹渣、热裂纹等。 液态合金在冷凝过程中 , 若其液态收缩和凝固收缩所缩减的容积得不到补足 , 则在 铸件最后凝固的部分形成一些孔洞 , 按照孔洞的大小和分布,可将其分为缩孔和 缩松。缩孔和缩松产生的原因是因为铸件最后凝固区域的收缩未能得到补足。如 1.3 图所示:
1.3 3 冒口的设计
冒口是为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分。功能在铸 型中,冒口的型腔是存贮液态金属的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用,而冒口的主要作用是补缩。
为了实现这样的目的,设计冒口应遵照以下原则:
(1)冒口的凝固时间应大于铸件被补缩部位的凝固时间;
(2)冒口能提供足够的补缩金属液;
(3)在整个补缩过程中,冒口与铸件被补缩部位存在补缩通道;
(4)有足够的补缩压力,使补缩金属液能够流到要求补缩的区域。
冒口设计的主要内容是:选择冒口形状以及安放位置、确定冒口数量、计算冒口的尺寸、校核冒口的补缩能力。
1 、冒口的种类
按照冒口在铸件上的位置,普通冒口可以分为顶冒口和侧冒口(边冒口)两类:按照冒口顶部是否与大气相通,可以分为明冒口和暗冒口。
由第一次模拟结果得出,在零件上部内腔处容易出现缩孔缩松,所以在顶部 左、右两侧各设置一个冒口;同样,中间法兰处容易出现缩松缩孔,所以在铸件法兰处一侧设置一个边暗冒口。
2 、冒口的形状
冒口形状直接影响其补缩结果,由于顶部内部为空腔,则想象成局部热节,使用标准圆柱形明冒口;而法兰处一侧使用侧冒口。
3 、冒口设计
铸钢件的冒口主要靠模数确定。当模数小于 1cm 时候,可以不设置冒口, 本铸件需要设置冒口。铸钢常用的冒口的形状和参数根据模数计算结果由铸造工程师速查手册选择如表1. 1 参数。
模数计算有多种方案
1. 顶冒口局部考虑公式如下:
M=V/A
V—铸件部位体积
A—散热表面积
2. 侧冒口根据模数计算结果由铸造手册查表得尺寸如表 1-1所示:
表 1. 1 选用冒口的形状和参数

注:顶部两侧的圆柱形冒口选择保温冒口,选择用纤维复合保温
1.3.4 冷铁的设计
为加快铸件局部冷却速度,在型腔内部、型腔表面及铸型内部安放的激冷物 称为冷铁。冷铁与浇注系统、冒口系统配合使用,控制铸件的凝固顺序,以获得合格铸件。冷铁分为内冷铁、外冷铁和间接冷铁。
1. 冷铁的作用
1)减少冒口尺寸,提高工艺出品率。实践表明,通过合理的使用冷铁和保温冒口技术,铸钢件工艺出品率可达到 70% 以上。
2)在铸件适当部位放置冷铁,可改善补缩通道,可提高铸件内部质量等级,提供优质铸件。
3)配合冒口系统使用冷铁可增加冒口的补缩距离。冷铁设计时要放开思路,综合考虑冷铁对铸件的补贴、斜度和和延续度等方面的有效作用。
2. 冷铁的设计公式
内冷铁计算公式  Gch. — 内冷铁密度 kg/ℓkg/dm3) ;
Gch. — 内冷铁密度 kg/ℓkg/dm3) ;
ΔV0 — 设置冷铁部位的铸件体积 (dm3) ;
M0. — 设置冷铁部位的铸件几何模数(dm);
M— 与设置冷铁部位相邻接部位的铸件模数 (dm) 。
计算融合内冷铁的 f 参数值,如表 1. 2 所示。
表 1. 2 融合内冷铁的 f 参数值

内冷铁的具体参数如表1.3 所示。
表 1.3 内冷铁的具体参数

外冷铁的计算公式

ΔV0 ——设置冷铁部位的铸件体积 (dm3) ;
L— 凝固潜热 (J/kg) ;
∆H— 金属液过热热量 (J/kg) ;
 —金属液密度 (kg/dm3) ;
—金属液密度 (kg/dm3) ;
Δtch- — 凝固结束时冷铁的平均温升 (∘C );
对于铸钢件,假设钢液充型温度为  , 设置冷铁部位铸件凝固结束时的冷铁平均温度为 600∘ C, 则经换算后得
, 设置冷铁部位铸件凝固结束时的冷铁平均温度为 600∘ C, 则经换算后得

外冷铁的具体参数如表 1.4 所示。
表 1.4 外冷铁的具体参数

注:外冷铁涂料选择石蜡,铸造工艺手册第 5 卷铸造工艺第 3 版[1] 规定涂料厚度 1-2mm ,取 2mm 。
1.4 优化结果分析
1.4.1 浇注温度分布变化
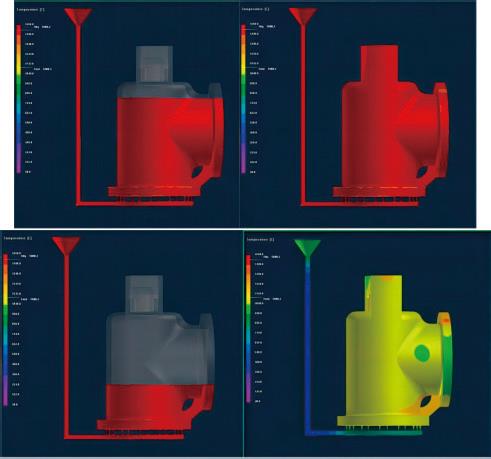
按照 1.3 中工艺优化分析后改进的铸造工艺,对其进行模拟。其中模拟浇注过程如下图1.4。
图 1.4 浇注温度分布图

针对于铸件底部面原来凝固过慢,我们采取增设外冷铁来改善凝固速率,从而减少其缩孔缩松。
1.4.2 缺陷分析及对比
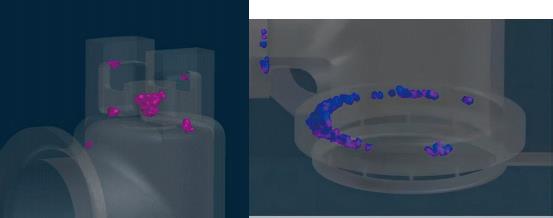
对于底部的优化除了增设外冷铁之外,还需要在法兰处上方增设暗冒口,在 法兰处增设内冷铁。其模拟结果中显示(如图 1.5),底部与法兰处缺陷明显减少且底部缺陷集中于外冷铁处。
对于顶部的优化主要是在顶部增设两个保温冒口,及一个内冷铁,从模拟结果中显示(图1.6),缺陷明显减少。
图 1.5 底部缺陷图
1.6 顶部缺陷图

参考文献:
[1] 孟令春 . 考虑铸造残余应力的柴油机气缸盖有限元分析 [D].北京理工大学 ,2016.
[2] 刘应顺 . 锌合金大锭自动浇铸工艺装备及参数优化研究 [D].昆明理工大学 ,2023.
[3] 徐德健 . 基于虚拟现实的特种铸造工艺仿真研究 [D]. 华南理工大学 ,2021.
项目编号:实验室开放基金《基于 Pro CAST 的 ZG275 - 485H流体控制阀体的铸造工艺设计》
作者简 介:任城杰(2003.9—),男,汉族,四川宣汉县人,成都工业学院 2021 级本科生,职称/ 职位(或者是学校及学历),研究方向:材料成型及控制工程。
.jpg)
.jpg)
.jpg)
.jpg)