.jpg)
细长轴零件加工变形抑制工艺参数优化与实证研究

安俊峰 聂有为 刘峻材
航空工业成都凯天电子股份有限公司 四川省成都市 611730
一、设计模型形状结构、加工技术关键分析
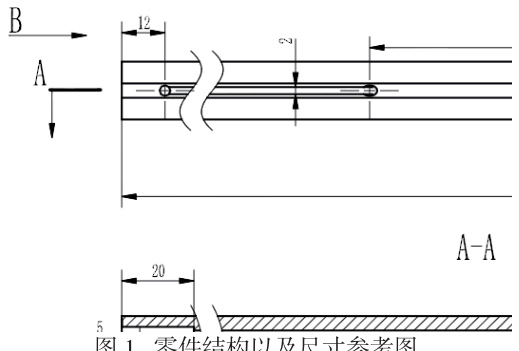
1.1 零件形状结构分析
该零件材料为 06Cr18Ni9 不锈钢金属圆棒,零件具体结构和部分尺寸参考图如图1:
1.2 零件加工难点及关键技术分析
该零件为典型长轴类零件,该零件具有以下三个特点。
第一,长径比大。零件总长 585,而最小孔径仅为 Φ 8,长径比达到了73.125,一般的数车难以胜任加工。
第二,变形问题突出。该零件原材料为 06Cr18Ni9,不锈钢在加工时加工应力较大;且该零件是一个比较扁平的结构,材料去除率达到 85% 左右,加工余量大。这些特性决定了零件加工过程中较易变形。
第三,零件中的斜孔需要保证较高的角度要求。对于该零件,因为易变形的原因,不能采用车铣复合、五轴加工中心等设备一次加工完成的方式来保证所有的角向关系。
综上,此类结构零件的加工过程中加工方式的选择、工步顺序的先后安排、装夹方式的确定、防止零件因残余应力变形等都是此项零件加工的主要技术关键所在。
二、零件加工方法及工艺路线制定
2.1 零件加工方法的选择和加工流程安排
零件 Φ8 深孔的加工。该孔细长,如果选用普通车床进行加工,会有两个影响加工的因素:a)刀具悬伸过长,存在尾部甩动;b)使用的刀具为螺旋式的排屑槽,冷却液无法进入加工部位,会导致烧结、粘刀,甚至断刀;因此,在 Φ8 深孔加工时选用数控深孔钻床作为加工设备。
零件异型部分的加工。如采用三轴加工中心进行加工,沿轴线方向加工的最大深度达到了 500mm ,无法加工;沿圆柱轴线方向水平装夹,零件则只能采用仿形方式进行加工,但零件该部位与圆柱相交处为直角,无过渡圆弧,无法完全加工。因此采用四轴加工中心来作为异形部位的精加工设备。另,考虑零件余量较大,因此在精加工之前应选用三轴加工中心进行零件余量的去除。
零件斜孔的加工。斜孔的加工首选五轴加工中心进行,对加工流程进行分析:如斜孔在去除大余量前进行,后续去除余量时会产生形变而导致精度不复存在;如斜孔在异形面加工后进行,因零件长径比大、刚性差,不利于保证零件的角向。基于以上两点,将零件斜孔的安排在三轴加工中心去余量之后,四轴加工中心精加工之前。
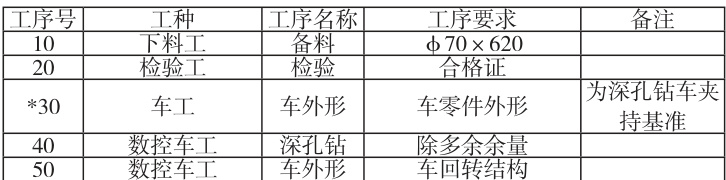
综上所述,加工方法包括:数控深孔钻床加工深长孔;四轴加工中心加工异形部分;五轴加工中心加工斜孔。工艺路线如下:
表1 零件工序过程安排表
2.2 零件加工过程的优化
在上一节中,已经根据零件形状结构特点和加工难点分析,结合既定加工方法,确定了零件的加工流程。
初步分析各工序的加工内容和加工特点,其中工序 10、工序 20、工序 40、工序 50、工序 70、工序 90、工序 100、工序 110 不涉及优化内容,不需要特别调整。接下来对零件加工流程进行具体分析。
工序 30,车外形。此工序主要是车光毛坯表面,并为后工序深孔加工车出夹持基准,后者为主要加工内容。因此,需要根据深孔加工的夹持要求,在两端面车出 60∘ 的锥形结构用以夹持。
工序 60,铣外形。分析此工序,其目的在于去除大的余量并为后续加工提供基准。基准设置的原则应当是简单易测量,而且由于此工序为中间工序,不涉及任何一个最终零件尺寸,所以加工内容也应当遵从简单、经济的原则,因此将此工充加工内容设计为铣四方,并保证四个面之间的位置度。
工序 80,铣外形。此工序主要的加工内容是铣异形部位,为最终的精加工工序,分析此工序:如果直接采用一夹一顶的方式进行,因为零件过长、中间悬空部分很大,所以刚性较差,在加工时会产生较大的挠度而导致变形,造成零件加工不合格。
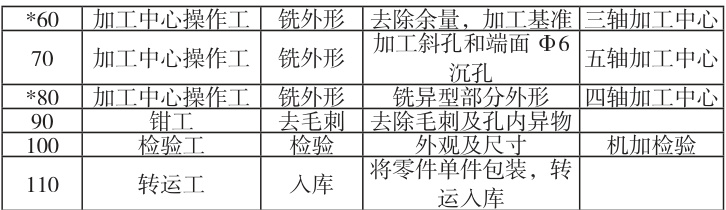
图2 工序 80 形变示意图
在一夹一顶的装夹方式下,零件受的切削力可简化为一个点的集中受力,见图2。在中间位置会产生最大的形变,也就是最大的挠度,根据跨中一个集中载荷下的最大挠度计算公式:
Y max=8pl3 /384EI以及切削应力的计算公式:
F=C pa0.86 pf 0.72 xd -0.86 B zK
设定最大刀具为 ϕ10 的硬质合金立铣刀,查表并代入相应的数值,要保证 Ymax⩽0.05 ,则跨间长度 1⩽129mm ,也就是说零件500mm 的长度上至少应设置 3 个均分的点来作支撑才能保证形变量在 0.05mm 以内。因此,此工序加工方式采用一夹一顶,中间辅以三个均分排布的支撑块的方式来进行加工。
三、总结
通过本次对现有生产条件情况下的试验加工,保障了该零件的设计图样要求,并且对此类典型长轴零件在加工方法上积累了一定的经验,对加工中各工步的安排、前后余量的协调控制等,都作了大量充分的准备,使加工的风险降到最底,成功率大大提高。
参考文献
[1] 《机械加工工艺设计实用手册》主编:张耀宸 航空工业出版社
[2] 《机械制造工艺学》主编:陈明 机械工业出版社
[3] 《机械原理第七版》主编:孙恒 高等教育出版社
[4] 《材料力学》主编:范存新 重庆大学出版社
作者简介:安俊峰 (1990 年 ~ 至今 ),性别 : 男,民族 : 汉,籍贯(具体到省、市): 四川乐山,职务/ 职称: 工程师,学历 : 本科,单位:,研究方向: 机械加工。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)