.jpg)
人工智能在石油化工生产过程中的优化控制研究

韩正文
新疆宝石花兴塔石油技术服务有限责任公司
引言
石油化工生产流程呈现出强非线性、多变量相互关联及高耗能等特性,传统的控制办法,无法符合智能化生产的需求。近年来,人工智能技术在流程建模、实时优化以及故障预测等领域,表现出了突出优势,为石化行业能够高效且低碳运行提供了新思路。当前相关研究在数据融合、模型泛化能力及工业实际应用等方面依然存在不足。
1. 基于人工智能的石化生产过程建模方法
1.1 数字孪生与高保真流程模拟
石油化工的生产流程复杂,存在多变量相互耦合的特点,导致传统的基于机理的模型无法精准描绘实际的生产运行状况。基于人工智能(AI)的数字孪生技术的 Petro-SIM 仿真工具融合机器学习(ML)算法,能实时对炼化装置的动态模型进行校准,优化关键反应器的参数 [1⋅ ]。针对流化催化裂化(FCC)过程中的反应温度分布,优化加氢裂化过程中的氢油比控制。某石化公司运用数字孪生技术,对烷基化装置的空冷器运行参数进行优化工作。借助 AI 模型,动态调节压力设定值,在确保产品质量的条件下,实现了每年节水 429 吨的成效,充分证明了该技术在提升能源利用效率方面具备的实际意义[2]。这类模型能降低对昂贵实验数据的依赖,借助在线学习机制持续适应原料的波动及生产工况的改变。
1.2 工业大模型与智能体应用
石油化工行业积极推进构建覆盖整个产业链的千亿级参数工业大模型,卡奥斯天智模型,该模型依靠大量的历史生产数据及实时的传感器信息进行训练工作,拥有对复杂生产系统进行全面优化的能力。这一类模型可依据多模态的输入信息生成最为适宜的调控策略,借助智能体(Agent)架构实现自主决策。以大庆炼化公司部署的“昆仑大模型”为例,其在柴油加氢装置的实际应用显示,该模型灵活动态地调整反应器温度及氢气循环量,实现了航煤产量提高 54.4%,降低催化剂失活速率的效果。工业大模型具有广泛的泛化能力,能迅速转移应用到不同的装置上,削减定制化建模成本支持跨工厂间的协同优化。
2. 人工智能驱动的实时优化控制策略
2.1 多目标动态调度算法
石油化工生产调度体系面临同时对设备利用效率、能源损耗状况、库存水准及订单交付及时率等多个互有矛盾的目标优化的任务。传统依靠规则的调度手段,在应对这类高维度多目标优化难题时存在缺陷。多智能体强化学习(MARL)框架,将各个生产单元模拟成独立的智能体。这些智能体借助分布式执行-集中式训练(DEC-POMDP)的架构协同优化。该系统搭建起一个马尔可夫决策过程(MDP)模型,涵盖设备运行状态、工艺相关参数、库存状况及订单详情等内容。采用改良后的 MO-PPO 算法进行策略优化工作,该算法是在标准 PPO算法的基础上,融入基于分解方式的多目标优化机制,借助切比雪夫标量化办法,将多目标问题转化成为一组单目标子问题 [3]。在系统的训练环节,运用离线的历史数据进行预训练工作,借助在线增量学习的方式,不断对策略进行优化。在实际部署时,算法每隔 15 分钟重新计算出最优的调度方案,利用 OPC-UA 接口把这个方案下发到DCS 系统中。
2.2 自适应参数优化
结合石化生产过程呈现出的强非线性及大滞后的特性,借助依托深度强化学习的自适应参数优化办法。该办法运用 actor-critic 架构,actor 网络是由三层门控循环单元(GRU)组建而成,其作用是生成控制策略。critic 网络采用深度残差网络(ResNet)的构造形式,目的在于评估状态-动作价值。该系统的输入涵盖温度、压力、流量等实时工艺参数、原料性质相关指标以及产品质量方面的数据,输出为最优操作参数的调整数量。为了应对数据里存在的时序相关性问题,模型中引入注意力机制,借助这一机制能够自动将关注点放在关键的过程变量上。在合成氨生产的实际运用中,系统借助数字孪生平台进行离线训练,通过五年的历史数据构建初始模型。处于在线运行状态时,模型每隔 30 秒就会采集转化炉的 32 个关键参数,利用集成梯度方法对模型做出的决策进行解释说明。
2.3 异常检测与故障预测
基于多模态融合的深度预测体系可实现关键机泵设备的健康管理工作。该体系的架构主要由三个关键部分构成,信号处理层运用改良的小波包变换(WPT)获取振动信号的相关特征,引入自适应阈值降噪算法,提高信噪比。时序建模层利用双向LSTM 和Transformer 相结合的混合网络形式,把握设备状态的长期变化规律。决策层利用贝叶斯神经网络(BNN)量化预测过程中的不确定性。在特征工程环节,该体系提取峰值、峭度等传统的时域统计参数,及包络谱、谐波分量等频域特征,融入基于声发射信号的模态分析特征。其训练数据涉及压缩机在各类健康状况下长达 5000 小时的运行记录,包含 17 种具有代表性的故障模式。在进行在线监测时,系统每隔10 秒采集一次振动、温度还有电流信号,借助边缘计算节点及时算出设备健康指数 (HI) HI 值超出预先设定的阈值,系统就会启动三级预警机制,实现故障类型的识别及剩余使用寿命的预估。
3. 系统实现与工业验证
3.1 智能工厂架构设计
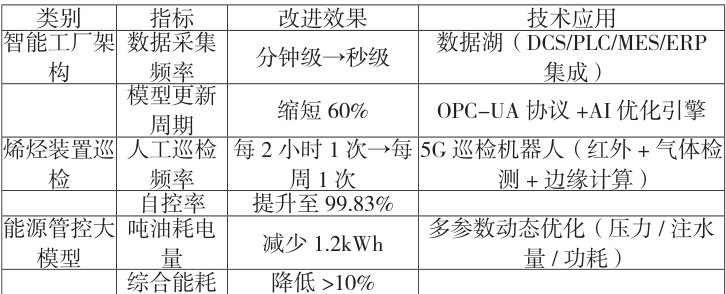
现代石化智能工厂的设计采用分层的架构模式。最下面的数据层整合 DCS、PLC、MES 和 ERP 等系统,实时收集温度、压力、流量等工艺参数,形成了一个数据更新实现毫秒级别的数据湖。中间的算法层安排了人工智能优化引擎,涵盖数字孪生仿真模块、强化学习调度器及预测性维护模型,依靠 OPC-UA 协议与工业设备产生互动。上面的应用层搭建起三维可视化的大屏,将关键绩效指标(KPI)、能效分析及故障预警用热力图的样式动态呈现。某炼化企业实施了该架构后,数据采集的频率从原来的分钟级别提高到了秒级别,模型更新的周期缩短了 60% ,为实时优化创造了基础的设施条件。
3.2 典型应用场景验证
某石化在烯烃装置区域安排了人工智能与 5G 相结合的巡检机器人,该机器人配备红外热像仪以及气体检测模块,借助边缘计算节点实时察觉管道泄漏和设备过热情况。高危区域的人工巡检频率从原本每 2 小时 1 次,下降到每周 1 次,自控率提升到了 99.83%。某大学研发出的“能源管控大模型”,该模型依据油藏压力、注水量以及电机功耗等数据,动态优化泵组运行组合,吨油耗电减少 1.2kWh,综合能耗降低幅度超过 10% 。
表1 智能工厂关键技术应用效果对比
结语
文章系统研究了人工智能技术在石油化工生产优化管控中的重要应用,提出了依托数字孪生、工业大模型及强化学习的智能化应对办法。实际工业证实,人工智能优化管控策略在动态调配、参数自适应调节及故障预估等方面呈现出明显的优势。未来,应将重点放在多模态数据融合、边缘计算布置及模型可解释性的强化上,推动人工智能技术在复杂工业场景的落地运用。
参考文献
[1] 闫国梁. 智能化技术在石油化工现场作业安全管理中的应用[J].当代化工研究 ,2025,(10):128-130.
[2] 孟庆丰 . 基于人工智能技术的石化企业仪表自动化设备故障智能检测研究 [J]. 石油化工自动化 ,2025,61(03):72-75.
[3] 谭红星 , 蒋白桦 , 陈浩 , 等 . 基于 AI 驱动的数字孪生技术在石油化工智能装置中的应用研究 [J]. 人工智能 ,2025,(02):35-42.
.jpg)
.jpg)
.jpg)
.jpg)