.jpg)
折弯机液压系统的故障排除与改进

刘聪
中车南京浦镇车辆有限公司 江苏南京 江北新区 210031
引言:
南通达威机床有限公司制造的WC67K-250/3200 型液压折弯机我单位使用的是进行板料折弯、型材制作加工的一种重要机械设备。机械操作系统主要采用液压传动系统,具有操作安全、方便、承载能力强、润滑好、易于频繁换向、可过载保护等优点。在实际生产中,随着使用次数的不断增加,也出现过一些比较典型的故障。例如,液压缸滑块在停车和中停时存在下滑;两边液压缸滑块不同步,影响了产品加工质量精度和安全。本文以我单位应用的该型液压折弯机为例,通过对生产要求和遇到的典型故障的分析处理,考虑如何提高锁紧效果,防止滑块下滑,减小滑块不同步的误差,减少机械故障发生率,保证机床操作功能和产品质量,对该型折弯机进行适当改进设计。
正文:
1.WC67K-250/3200 型液压折弯机在生产中产生的故障现象.1 WC67K-250/3200 型液压折弯机液压系统工作原理图簧调整性能也要精确一致,以保证两个液压缸工作同步;对于回油,为了保证两个液压缸回程同步,要尽量使回程阻力相近,注意管长、管弯数、弯管角度一致。由此可知,要保证液压折弯机同步精度,通过提高元件制造精度和装配精度只能达到一定精度程度,因此,针对该型液压折弯机运行不平稳、液压缸滑块下滑锁紧效果差和两边液压缸滑块同步精度不高的问题,可以考虑结合企业生产的要求和经济要求,进行适当的的改进方案设计。
3.液压系统的改进
3.1 提高液压系统锁紧效果,保证液压缸滑块运动平稳性。
WC67K—250/3200 液压折弯机原液压系统中,利用二位三通换向阀 11 工作位置的改变,控制液控单向阀 15 的接通与断开,保证液压缸滑块在任意位置停留和滑块下行和上行回程。但是,液控单向阀15 如果出现密封启闭不良故障,滑块将会产生运行不平稳和锁紧效果不可靠,影响产品加工质量和安全。 根据系统需要的工作功能,采取了低成本的经济性改进。将原有的二位四通换向阀10 改换为中位为 0 型的三位四通换向阀9,减除原二位三通换向阀11,同时,将原系统的单向阀 14 改换为液控单向阀,它与原液控单向阀15 构成改进后的双液控单向阀12。
改进后的液压系统原理(如图所示)。其工作过程如表2
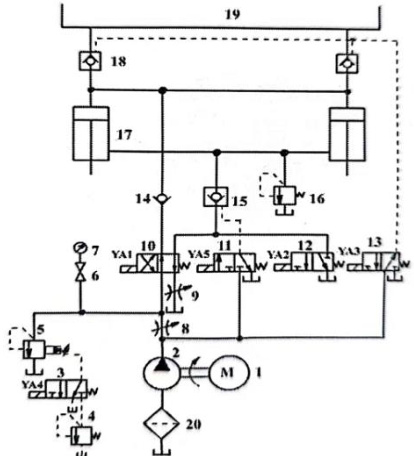
1.电动机 2.柱塞泵 3. 11.12.13.二位三通换向阀 4.调压阀 5.先导溢流阀 6.压力开关 7.压力表 8、9 节流阀 10.二位四通换向阀 14.单向阀 15 .液控单向阀 16.溢流阀 17.液压缸18.液控单向阀 19.油箱 20.过滤器
1.2 WC67K-250/3200 型液压折弯机液压系统工作原理
电动机1 转动带动轴向柱塞泵2 旋转,轴向柱塞泵将油箱中油液经过过滤器 20 过滤后输出压力油到液压缸17,使液压缸活塞(滑块)产生运动,油液经过回油路回到油箱。通过液压回路和液压控制元件实现空运转、卸荷、液压缸活塞(滑块)快速下行、滑块慢速下行、保压、滑块回程和滑块在任意位置停止等动作。其工作过程如表1
表1 电磁铁动作顺序表
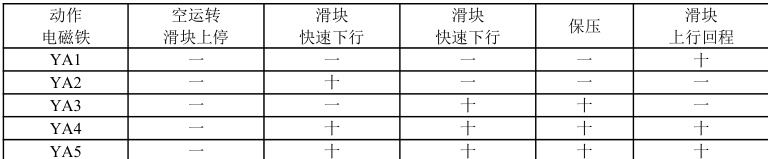
注:“十”表示通电,“一”表示断电
1.3 WC67K-250/3200 型液压折弯机故障现象
WC67K—250/3200 液压折弯机在我单位的生产中虽然发挥着生产的重要作用,但折弯机也会经常遇到一些故障,影响了生产进度。操作者反映的比较典型的故障主要有以下现象:
1)滑块在下行运动过程中不平稳,存在振动和爬行现象。
2)滑块在停车和中停时存在滑块下滑现象,影响加工精度与安全。
3)液压缸两边滑块不同步,影响产品加工质量。
2. 故障分析、检查与排除
2.1 故障分析
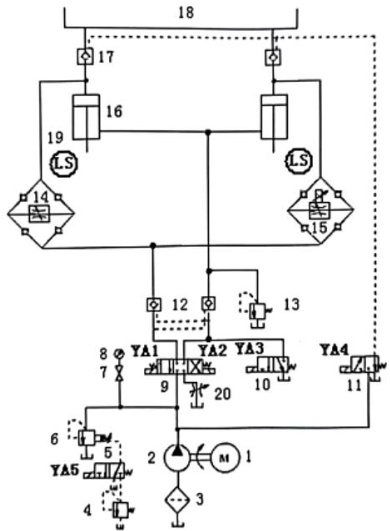
改进后液压系统原理图
根据液压折弯机液压工作原理图及工作过程分析,针对滑块运动不平稳、停车下滑和液压缸两边滑块不同步的故障进行故障分析。分析可能存在故障的主要原因有以下几个主要方面:
1)液压缸密封不良,液压缸内壁拉毛,引起泄油和缸内窜
2)系统中进入空气。
3)液压油油量不足,液压油污染。
4)溢流阀调压不稳定,存在泄漏。
5)节流阀阀芯与弹簧磨损和损坏。
6)换向阀阀芯表面磨损造成密封不良,工作停位不准确。
7)液控单向阀 18 密封不良,启闭不一致。
8)液控单向阀 15 密封不良,启闭不良。
2.2 故障检查和排除
通过对故障的分析,检查液压油油量合理,油液无污染;检查液压缸无外泄现象,密封性能正常;拆解检查溢流阀,阀芯、弹簧良好;节流阀阀口调整合理、阀芯与弹簧工作正常;换向阀阀芯密封及吸合到位;两个液控单向阀18,阀芯密封面良好无磨损,弹簧调节弹性基本一致;压力表7 显示工作压力正常稳定,系统中没有混入空气;检查液控单向阀15,发现弹簧折断多处,致使阀芯卡住、阀芯磨损。经过对液控单向阀15 进行弹簧更换、阀芯密封面研合,使滑块运动不平稳、停车下滑故障得以消除。
液压缸两边不同步故障现象,通过检查滑块运动配合间隙和调整装置,均处于合理要求状态。由于该液压折弯机机型设计制造结构特点,决定了两个液压缸滑块同步精度不高。主要表现在两个液压缸制造精度、配合精度客观上不可避免的存在一定差异,致使两个活塞受力面积、密封性能存在差异;为了保证流过两个液控单向阀18 流量相等,一方面要设法使机架重心应在两个液压缸的几何中心,另一方面要尽量使活塞与活塞杆之间及活塞杆与液压缸端盖的机械阻尼相近,另外,两个液控单向阀18 弹
1 电动机 2 柱塞泵 3 过滤器 4 调压阀 5 10、11 二位三通换向阀 6 先导溢流阀 7 压力表开关 8压力表9 三位四通换向阀 12 液控单向阀13 溢流阀 14 调速阀15 比例调速阀16 液压缸 17 液控单向阀18 油箱 19 位移传感器20 节流阀
表2 电磁铁动作顺序表
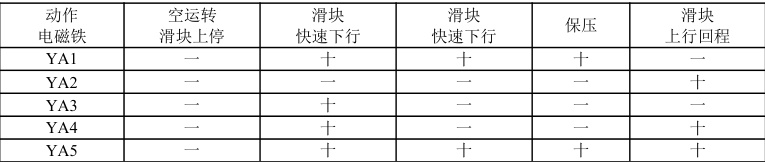
注:“十”表示通电,“一”表示断电
当三位四通换向阀 9 电磁铁不通电,三位四通换向阀处于中位时,此时,三位四通换向阀处于断开油路状态,并且两个液控单向阀12 关闭,液压缸16 进、出油口封闭,液压缸滑块停止运动处于锁紧状态,且锁紧效果更加可靠,保证了滑块可以在任意位置上的准确停留。当三位四通换向阀处于左位或右位时,液压油经过双液控单向阀 12,液控单向阀 12 接通,实现液压缸滑块的下行或上行回程。
3.2 折弯机液压系统的同步改进设计方案
针对液压缸两边滑块同步精度较低的问题,采用比例调速阀15 控制两边液压缸滑块的同步精度。回路中使用一个普通调速阀14 和一个比例调速阀15,各装在一个由4 个单向阀组成的桥式整流油路中,分别控制两个液压缸的同步精度。当两缸运动出现位置误差时,位移检测传感器19 发出信号,控制比例调速阀电磁铁上的输入电流大小,从而调整比例调速阀的开口,使流量按比例变化,修正误差,保证同步精度,同步精度误差可以控制在 0.5mm 。这种同步回路可以实现双向调速和双向同步,滑块下行为进油路节流调速,滑块回程为回油路节流调速。具有同步精度高,环境适应性强,费用比伺服阀低的特点。因此它的运用是一个新的发展方向。改进后的系统工作过程能够完全满足原系统能达到的各个功能。并且能够保证系统工作的可靠度。
结论:
从使用的WC67K-250/3200 型液压折弯机液压系统的故障的分析、检查与排除,液压折弯机液压系统的改进,说明对于系统的故障分析、排除和改进必须掌握液压系统的基本工作原理与液压元件功能作用理论。通过对 WC67K—250/3200 型液压折弯机的改进和液压折弯机的使用记录说明,WC67K-250/3200 型液压折弯机在运行过程中工作平稳性得到了提高,液压缸滑块在任意位置上的准确停留锁紧得到了加强,两边液压缸滑块的同步精度得到了改善,设备系统工作可靠,能够更高效的正常运转,减少了维修停车率,提高了生产进度、产品质量及经济效益。
参考文献:
【1】产品说明书》江苏南通达威机床有限公司
【2】《液压传动》第三版中国劳动社会保障出版社
【3】《液压传动设计手册》上海科学技术出版社 1983
【4】李洪人《液压控制系统》北京国防工业出版社 1990.08
【5】赵静一 曾辉 李侃《液压气动系统常见故障分析与处理》化工工业出版社 2009.05
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)