.jpg)
核电关键旋转设备维修装配精度控制与防咬合工艺优化

陈龙楣
福建福清核电有限公司 福建 福清 350399
一、表面形貌主动调控的防咬合涂层设计方法
制备涂层采用超音速火焰喷涂(HVOF)工艺,喷涂距离精确控制在 250±10mm ,氧气流量在 800±20SLPM,煤油压力在 0.7±0.05MPa ,只有把这些参数控制好,才能确保涂层孔隙率低于 1.5% ,保障涂层质量。对于表面形貌调控,可以引入激光微造型技术,在涂层表面加工微凹坑阵列,直径 50μm 、深度 20μm ,凹坑间距要根据接触应力分布来优化设计,一般取200 - 500μm 。微凹坑内还要填充纳米级PTFE 润滑颗粒,粒径50 - 100nm,通过毛细作用能形成稳定润滑膜。表面粗糙度参数也需满足要求,Ra 要小于 0.2μm 、Rz 小于 1.5μm ,用原子力显微镜(AFM)进行纳米级形貌表征,确保表面峰顶曲率半径大于 50nm ,这样能降低粘着磨损倾向。对于涂层性能验证,需要开发“接触疲劳 - 咬合”复合试验机,模拟核电设备 107 次循环接触载荷,还要同时施加 300℃高温环境。通过在线声发射监测系统捕捉咬合初期信号,再结合扫描电子显微镜(SEM)观察涂层剥落形态。当涂层磨损率超过 5×10-  ,自动触发形貌参数优化程序,调整微凹坑尺寸与分布密度,实现涂层性能的自适应改进[2]。
,自动触发形貌参数优化程序,调整微凹坑尺寸与分布密度,实现涂层性能的自适应改进[2]。
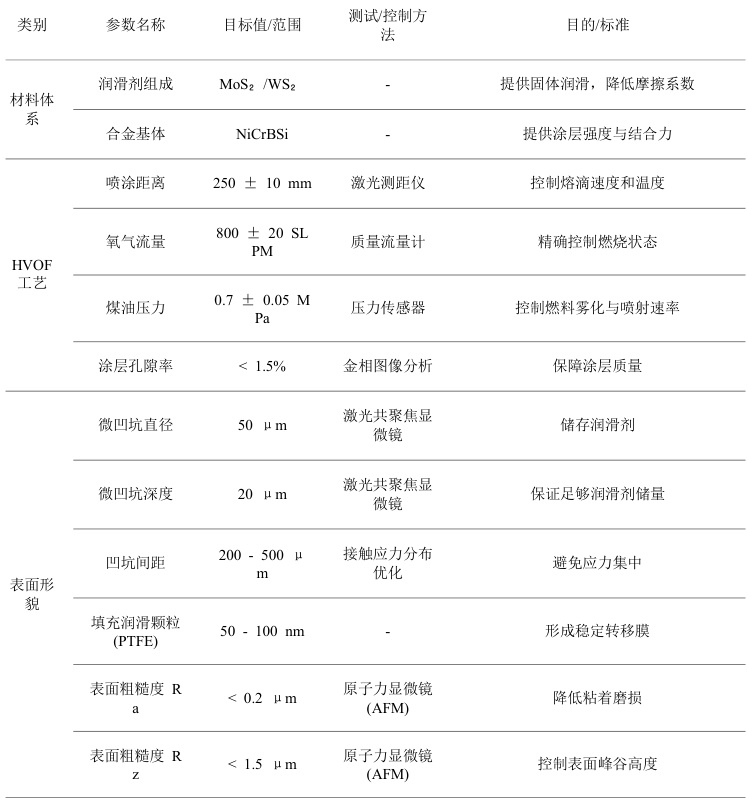
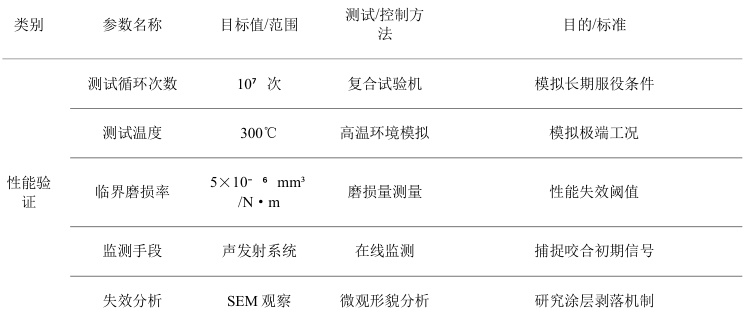
表1:主动调控防咬合涂层的设计参数与性能指标
二、装配力 - 热协同控制的螺栓连接优化策略
核电设备螺栓连接面临着高预紧力(通常达材料屈服强度的 70% )与大温差(ΔT>200℃)的双重挑战。传统扭矩法没法精确控制,必须建立螺栓连接三维热力耦合模型,把螺纹升角、摩擦系数、材料蠕变等参数都纳入计算体系。确定最佳预紧力加载路径需采用有限元逆算法,先以 50% 目标力进行初拧,然后保持 30 分钟让应力松弛稳定,接着再分两级完成终拧,每级加载间隔15 分钟,这样能使残余预紧力波动控制在±3%以内。温度补偿机制设计要考虑螺栓与被连接件的热膨胀系数差异, αbolt=12×10-6∘C , αflange=16×10-6∘C 。在螺栓杆部加工环形温度补偿槽,宽度 0.5mm ,深度1mm,槽内填充低膨胀系数合金。通过热 - 力耦合分析确定补偿槽尺寸参数,确保在300℃温升下螺栓有效长度变化量与被连接件变形量匹配,避免预紧力衰减超过 15% 。连接状态监测采用压电阻抗技术(EMI),在螺栓头部粘贴PZT 压电片,通过扫频激励获取结构阻抗特征谱。当螺栓松动导致接触刚度变化时,阻抗谱特征频率发生偏移,偏移量超过预设阈值(通常为 5%) 时触发预警。同时,在螺栓孔周边布置光纤光栅传感器,实时监测应变分布变化,结合机器学习算法实现连接状态智能评估[3]。
三、动态润滑膜厚度控制的装配间隙优化方法
核电旋转设备在运行的时候,润滑膜厚度对防咬合效果的影响较大,传统那种静态间隙设计,无法应对运行工况的波动情况。所以,要建立润滑膜厚度动态预测模型,把转速(n 在500 - 3000rpm 这个范围)、载荷(F在10⁴ - 10⁵ N 之间)、油温(T 处于40 - 120℃)这些参数当作输入变量,用雷诺方程和能量方程联合起来求解膜厚分布。模型验证得通过电接触模拟试验,在透明有机玻璃盘上加工出微米级的沟槽,然后注入荧光标记润滑油,用高速摄像机拍摄油膜形态,和计算结果对比,误差要控制在8%以内。装配间隙设计要引入“安全裕度动态分配”这个概念,根据设备运行工况谱划分不同风险等级区域,在高速重载区,比如轴承接触区,就设置较大的间隙 (50-80μm) ),用激光熔覆技术制备耐磨涂层;而低速轻载区,像密封配合面,就设置较小的间隙( (10-30μm) ),用超精加工技术控制表面形貌。这里间隙公差带设计需考虑制造偏差和热变形的双重影响,用统计过程控制(SPC)方法确定合理公差范围,保证装配合格率达到99.7%以上。在线监测系统要集成电容式膜厚传感器与电涡流位移传感器,电容传感器测量绝对膜厚,分辨率能达到0.01μm,电涡流传感器测量油膜厚度变化率,采样频率为 10kHz。通过扩展卡尔曼滤波算法把两路信号融合起来,消除油液电导率变化对测量结果的影响。当监测到膜厚连续3 个周期低于临界值(通常是  )时,自动触发润滑系统增压程序,把供油压力提高到设计值的1.2 倍,实现润滑状态的主动调控。
)时,自动触发润滑系统增压程序,把供油压力提高到设计值的1.2 倍,实现润滑状态的主动调控。
总结:总体而言,核电关键旋转设备维修装配需构建多维优化体系,通过多物理场耦合模型实现装配误差动态补偿,利用表面形貌主动调控技术设计防咬合涂层,采用力 - 热协同控制策略优化螺栓连接,运用动态润滑膜厚度控制方法确定装配间隙。这个体系融合了数字孪生、智能传感、材料科学等前沿技术,形成“监测 - 分析 - 补偿 - 优化”闭环控制链,能显著提升装配精度(达到±2μm 级)、降低咬合故障率(降幅超过60%),给核电装备高可靠性维修提供系统性解决方案。
参考文献:
[1]章红伟,葛湖滨. 刍议怎样强化核电设备管理确保核电运行安全[J].科技视界,2017,(03):222.
[2]王志华,陈鹏,曾斌. 核电站设备的维修优化[J].科技创新与应用,2016,(16):138.
[3]高翔. 强化核电设备管理保障核电运行安全[J].质量探索,2016,13(03):88+87.
.jpg)
.jpg)
.jpg)
.jpg)