.jpg)
焊接长钢轨焊缝平直度控制要素浅析

李亚东
中国铁路呼和浩特局集团有限公司焊轨段 内蒙古呼和浩特市 010010
前言
伴随着我国高速铁路的蓬勃发展,无缝线路业已成为我国铁路发展不可或缺的因素,它的出现大大改善了列车的行驶速度、人们乘坐的舒适程度以及列车运行的平稳性能,无缝线路得天独厚的优势,毋庸置疑对钢轨焊接接头的平直度提出了更为严格的要求,钢轨焊接接头是无缝线路重要的组成部分,直接影响着列车的速度、舒适性及平稳性。
目前在基地焊接 500 米长钢轨的作业流程中,涉及焊接接头平直度的关键岗位有:焊前检查、除锈、配轨、焊接、精矫直、精磨和平直度检验,本文联系焊轨工作实际,分别就上述岗位的作业要求和注意事项进行阐述。1 焊前检查钢轨母材的相关信息。
焊前检查主要负责钢轨的表面质量,几何尺寸,轨端平直度及轨端扭曲度,根据 TB/T1632 要求,分别规定了技术等级 V≤200km/h 及 V≥200km/h 钢轨的外观检验技术标准,轨端平直度检查采用平直尺和塞尺,轨端主要几何尺寸采用钢轨测量样板,钢轨扭曲度采用扭转尺测量,涉及平直度方面的因素本文做了摘编,具体要求见表 1。
2 除锈岗位
除锈岗位是对待焊钢轨端面及电极接触部位氧化层的打磨处理,除锈岗位要特别注意除锈的深度,除锈深度过深,会直接影响焊轨成品入库平直度曲线的质量,有时会造成曲线不平度超标,甚至轨顶面出现负值。目前各焊接基地均规定除锈深度应控制在≤0.2mm 以内。因除锈岗位除锈过深,右侧轨 300mm 位置上打磨出现问题,破坏了曲线整体效果,如果打磨量再深一些,就可能出现负值。
3 配轨岗位
配轨岗位对焊轨焊缝的平直度举足轻重,配轨人员不但要把钢轨的几何尺寸测量准确,还要结合焊前检查几何尺寸的结果,重点检查钢轨断面不对称度,避免轨头左偏的钢轨与右偏的钢轨配焊,造成错牙超标无法处理,配轨中尽量保证正偏差和正偏差相配,偏差量尽量接近;保证负偏差和负偏差相配,偏差量尽量接近。从实际生产情况看,如果配轨把关不严,很容易造成焊接钢轨工作边、轨脚边缘水平方向的错边及轨顶面高低头的先天缺陷,这种缺陷在后续岗位很难处理,导致焊缝平直度曲线不合格、曲线不平度超标,严重的话只能锯切处理。
4 焊接岗位
焊接岗位是基地焊轨的灵魂,重要地位显而易见,我焊轨基地采用的生产设备为瑞士施拉特公司生产的GAAS80/580 焊机,纵观焊轨生产的全程,影响焊轨接头平直度的诸多因素主要集中在焊机岗位,以线路设计速度不大于 200km/h 为例,标准要求钢轨顶面及工作边错边量 ≤0.5mm ,轨脚边缘水平方向的错边量 ≤2.0mm ,起拱量标准在 0.4mm~0.8mm 之间。在实际生产中,我们强调了季节变换对成品平直度沉降的影响,遵循客观物质热胀冷缩的原理,掌控好影响焊轨平直度的客观因素,发挥岗位人员的主观能动性,提高钢轨焊接的水平。
5 精调直岗位
焊接钢轨经过充分时效处理之后,精调岗位要对焊缝进行调直处理,我焊轨基地对线路设计速度不大于200km/h 的焊轨,调直后轨顶面控制在 10.3mm~40.45mm ,轨头内侧工作边± 0.3mm(均不计焊缝处);线路设计速度大于 200km/h 的焊轨,轨顶面控制在+0.3mm~+0.4mm,轨头内侧工作面-0.2mm~+0.1mm(均不计焊缝处)。精调直岗位的目的在于调直后轨顶面测量图形以焊缝为中心整体呈上抛物线、工作边尽量保持水平或下凹趋势为理想。
6 精磨岗位
精磨岗位对焊轨起到美观的效果,磨平焊缝不平的缺陷,整体依旧保持精调直后轨顶面上抛物线、工作边水平或下凹的趋势,我们现行作业指导书规定对线路设计速度不大于 200km/h 的焊轨,精磨后轨顶面控制在+0.35~+0.5mm (考虑沉降,接近上限为宜),轨头内侧工作边± 0.3mm 。线路设计速度大于 200km/h:精磨后轨顶面控制在 +0.3~+0.4mm (考虑沉降,接近上限为宜),轨头内侧工作边- .0.2~+0.1mm 。精磨后以焊缝为中心 1m 范围内轨顶面不允许出现负值,打磨总长度不大于 700mm,不允许超范围打磨。
7 成品平直度检验
我焊轨基地成品平直度检验用电子尺检查焊缝左右各 500mm 范围内的钢轨顶面和侧面工作边平直度。作业指导书规定线路设计速度不大于 200km/h 的焊轨,轨顶面平直度为 0~+0.3mm ,轨头侧面工作边平直度为±0.3mm;线路设计速度大于 200km/h 的焊轨,轨顶面平直度为+0.1mm ~+0.3mm ,轨头侧面工作边平直度为- ⋅0.2mm~+0.1mm ,以焊缝为中心 200mm 范围内表面不平度不大于 0.2mm 。成品平直度检查之后的合格产品,保留测量的数据。
以下我们汇集了 2011 年 7 月份生产的 5 组焊缝,设计时速 160km/h,经过焊接、24 小时以上的时效、外观精整处理、成品检查入库工序,期间环境气温基本保持在 20℃~30℃左右,日夜温差不大,我们跟踪了焊前检查、除锈、配轨、焊接、精矫直、精磨等岗位,并进行标准化作业控制,参考成品入库的平直度曲线,检验控制效果。
表 1 成品平直度有关岗位数据控制 ( 单位:mm)

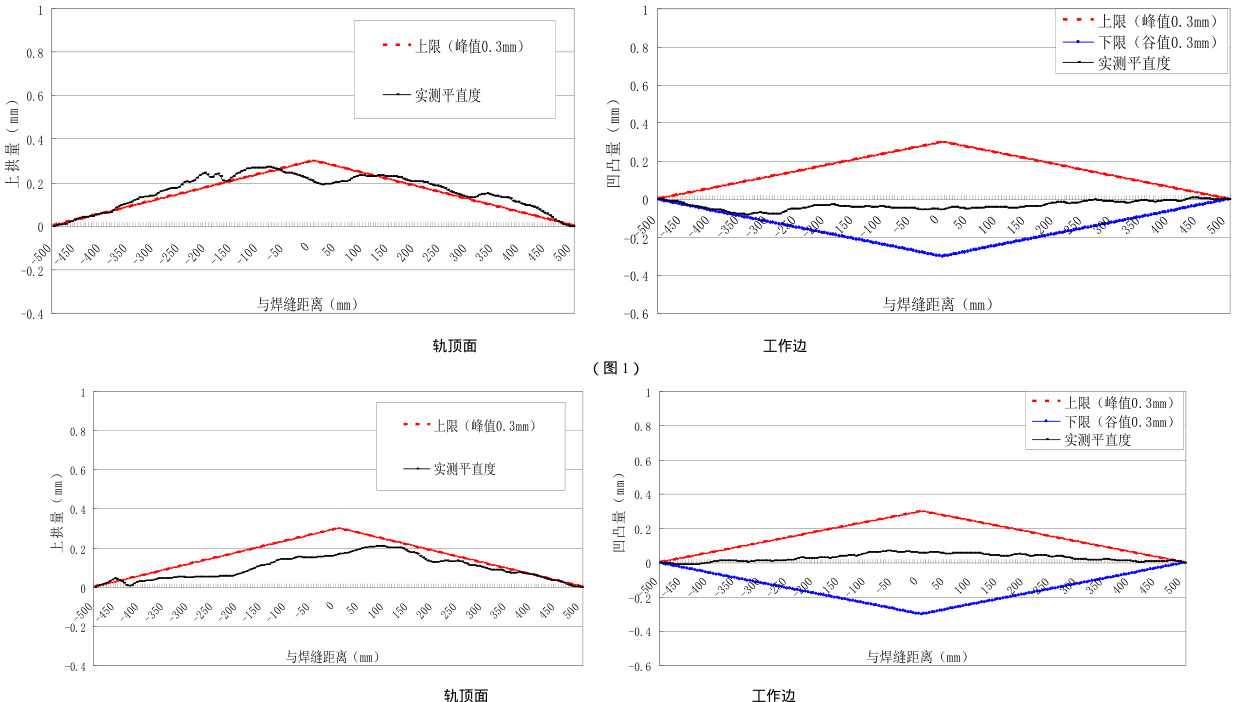
图 1~图 2 电子尺曲线均为设计速度 160km/h 成品入库的最终数据,从几组平直度曲线来看,完全满足TB/T1632 焊轨外观平直度的标准要求。焊接作业过程我们分别对焊前检查、除锈、配轨、焊接、精调直、精磨和平直度检验等各道工序进行标准化作业控制,特别是对配轨岗位的不对称环节加以重视,焊接后测量工作边错边可以控制在 0.10mm 范围内,焊接中的起拱量控制在 0.6mm 左右,选择几何尺寸相近的钢轨配焊,焊接后轨顶面相错也可以保持在 0.1mm 范围内,焊缝经过大于 24 小时的时效处理,应力得到充分释放,这里值得推敲的是,焊缝经过仿型处理,我们在精调直岗位之前测量时发现,焊缝轨顶面和工作边都有一定程度的形变,特别是工作边变化较大,究其原因,我们确定钢轨在辊道走行过程中导致工作边的形变,并非钢轨自身原因所致,所以形变亦在可控范围内,整个焊缝状况良好,适合精调直处理,精调直后轨顶面抛物线趋势明显,工作边曲线合格,精调直前轨顶面较高,精调直作业时对该焊缝施加一定压力,放置成品垛位后,焊缝向上有所反弹,经过人工修磨处理,曲线的最终结果不如精磨后的趋势,所以尽量减少人工打磨。纵观该组焊缝情况,我们通过对各岗位标准化控制,取得了比较理想的效果,外观质量有了明显的改善,对今后工作有一定的借鉴。
图 2
结束语
衡量焊前检查、除锈、配轨、焊接、精矫直、精磨和平直度检验岗位,我们认为配轨和焊接是控制的要点,充分发挥这两个岗位的作用,并以此为抓手带动其他岗位,重点建立岗位之间信息传递系统,比如焊前检查与配轨、精调直与精磨数据的共享,加强岗位之间的沟通与联系,提倡换位思考,将质量工作深入人心,质量管理必将取得事半功倍的效果。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)