.jpg)
直进式拔丝机电机群组控制技术研究

董永刚 曹世超 杨浩亮
河北科技工程职业技术大学 河北邢台054000
关键字:拔丝机;自由报文通信;G120 变频器
Abstract: Based on the analysis of the drawing process of the straight-pull wire drawing machine, the electrical control system of the wire drawing machine based on Siemens S7-1200 PLC as the core is designed. The PLC uses a high-performance PROFINET network to exchange data with the lower G120 converter, and at the same time, the tension sensor is introduced into the frequency converter to achieve fast error correction. The control system has been tested on site and has achieved good results
Keywords: The drawing machine; Free Telegram communication; Inver
0 背景
直进式拔丝机是金属线材加工的重要机械 可实现对金属线材连续拉拔,具有速度快、生产效率高的特点。河北邢台邢家湾是我国拔丝机重要生 拔丝 电控系统存在硬件接线复杂、线材加工精度低、电控故障率高等诸多缺点。本文 行分析的基础上,对拔丝机电机群组控制系统进行研究,采用高性能西门子S7-1200PLC 与G120 变频器简化控制系统硬件,提高线材加工精度。
1 直进式拔丝机运行工艺分析

直进式拉丝机主要由放线架、多级拉丝模和卷筒、收线装置共同组成,如图1 所示。金属线材在通过第1级拉丝模后拉成更细的丝线,然后经过 1 级卷筒进入第 2 级拉丝模进行拉丝,再进入第 2 级卷筒,依次类推,完成金属线材的拉制。
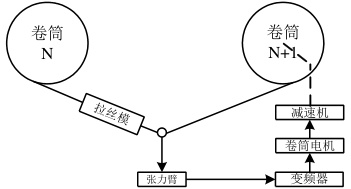
图2 直进式拉丝机工作原理图
线材在经过拉丝模前后线径发生改变,直进式拔丝机运行过程中遵循金属秒流量相等的原则,即单位时间流过每个卷筒金属材料的体积相等,因此各卷筒运行的速度不同。随着设备运行时间增长,模具磨损,电源波动等其他因素的影响,势必会改变线材张力,影响线材加工精度。将张力传感器安装至拔丝机生产线实时检测线材张力,并将张力传感器输出电信号送至变频器,在变频器内部经过PID 运算完成速度闭环控制,达到前后卷筒速度匹配的目的。
在直进式拔丝机中,一般将最后一个卷筒转速设定为领航速度,即系统输入给定速度,此速度在拉丝生产工艺中至关重要。此后每一个卷筒电机的速度都是依据前一级卷筒电机的速度计算而来的。因此领航速度的确定都是需要经过严格计算以及满足生产工艺要求而得出[1]。
通过前面分析拉丝机工艺可知:按照流过各个拉丝模金属流量相等的原则控制拔丝机运行。对于第 n 个卷筒满足:
Vn-1 ⋅⋅Dn-12=Vn⋅Di; 2
其中:Vn为第n 道卷筒的线速度, DnX 第n 道卷筒的出线直径。
由上述公式可以推导出拔丝机各卷筒线速度与线径之间的关系,此根据设备第n 道卷筒前后进线钢丝和出线钢丝线径比,我们可以得出第 n 道次线材压缩率公式:
压缩率 n=1 − 22
根据直进式拔丝机第1 道进线钢丝直径和第n道拉拔最后的成品钢丝直径,我们可以得出线材总压缩率[2]:压缩率总=1 − 2
2 拔丝机电控系统硬件设计
拔丝机电控系统主要由 PLC、底层卷筒变频器以及上位机触摸屏等组成,PLC 主要处理拔丝机控制算法,同时以通信方式完成与底层变频器数据交换。变频器直接驱动卷筒电机,同时检测张力传感器信号,完成电机张力PID 调节。触摸屏用于设定拔丝机运行参数,显示当前拔丝机运行状态。
本设计直进式拔丝机电控系统硬件框图如图 3 所示:采用高性能西门子 S7-1200PLC CPU1214PLC,该 PLC具有 100Mb/s 以太网通信接口,能够胜任与底层变频器快速数据交换。卷筒变频器采用西门子 G120 变频器,该变频器数字量端口能够根据拔丝机工艺要求灵活配置,同时具有高速以太网通信端口,内置PID 工艺块等特点。触摸屏采用西门子KTP700,方便参数设置与显示。西门子PLC 与变频器的上述特点完全能够胜任拔丝机高动态响应要求。
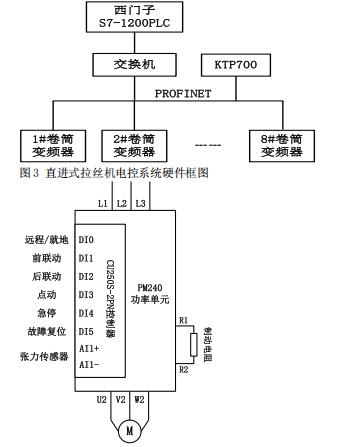
图4 卷筒变频器控制接口电路图
拔丝机电控系统运行时根据不同工艺要求具有不同的控制方式。在钢丝逐级导入模具或者钢丝断线时需要对应卷筒电机具有点动运行方式,其前级各卷筒具有联动运行方式。在系统正常运行时,底层各卷筒运行速度由PLC 通信给定,同时将各卷筒张力传感器引至对应PLC 内部完成PID 调节,实现误差及时纠偏。卷筒变频器控制接口电路图如图4 所示:在G120 变频器侧设置有远程/就地切换开关,当开关处于远程位置时,电机运行、停止、运行速度等物理量通过PROFINET 网络传递至底层变频器,同时将各变频器运行状态上传至PLC,从而在KTP700 触摸屏上实时显示。当开关处于就地位置时,本台卷筒变频器由底层按钮实现点动控制。
3 G120 变频器通信参数设置
直进式拔丝机在穿丝运行时,需要执行联动运行,即穿丝钢丝卷筒需要点动运行,后面卷筒需要正常运行。当系统正常运行时,S7-1200PLC 和G120 变频器需要周期性的批量交换数据,满足各个卷筒速度配比的要求。

图5 G120 变频器自由报文通信配置图
在系统运行过程中,需要各个卷筒具有远程和就地两种控制方式。指令数据组CDS 可将不同的变频器控制方式分开。本文使用CU250S-2PN 控制器上数字量端子DI0 实现远程就地切换。当 DI0=0 时,则通过现场总线控制底层G120 变频器运行。此时S7-1200PLC 以周期性通信的方式控制各个卷筒变频器起动、停止和速度给定,同时获取底层 G120 变频器的状态、转速实际值、电流实际值,状态字 2、转矩实际值、G120 控制器数字量状态,当前报警代码和故障代码。本文周期性通信报文规约采用西门子自由报文实现。因底层各个G120 变频器功率不同,在调试G120 变频器时需要将卷筒电机相关参数输入至G120 变频器中,将变频器控制方式设置为无速度传感器矢量控制方式,此后将参数P922 设置为999,即使用BICO 的自由报文设计。G120 变频器自由报文通信具体配置如图5 所示。
当DI0=1 时,则通过端子控制变频器运行,本文将DI3 设置为点动运行,需要将参数P1055[1]=r722.3,此时S7-1200PLC 不再以通信方式控制G120 变频器运行。
4 S7-1200PLC 与 G120 变频器的通信
当直进式拔丝机工作在联动状态或者正常运行时,需要S7-1200PLC 周期性与底层各个卷筒实时交换数据,完成各卷筒变频器的控制与状态监测。本文以1#卷筒变频器为例分析PLC 与G120 变频器的通信方法,具体通信程序如图6 所示。
图 6 S7-1200PLC 与 G120 变频器通信程序
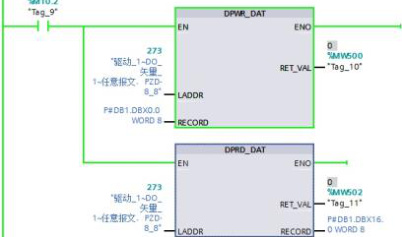
在图 6 中,采用 DPWR_DAT 和 DPR 0 变频器的写读操作。在DPWR_DAT 程序块中,将从“1#卷筒变频器”数据块DB1 接收区,其中第一个字为变频器控制字,第二个字为速度主设定值, 收到上述数据后执行相应操作。在 DPRD_DAT 数据块中,将 G120 变 ”数据块 DB1.DBX16.0 开始的8 个字中,PLC 通过对接收到的8 个 实际运行状态、速度、电流、转矩以及CU 数字输入状态值等。
5 运行效果
拔丝机电控系统硬件安装和程序编写完毕后,在邢台任泽区拔丝机制造企业带载调试,拔丝精度大幅提高,系统运行情况良好。整机采用PROFINET 网络通信后,优化系统硬件接线,使得系统可靠性进一步提高。
[1]石桂凤;LZ-6/700 直进式拉丝机控制系统,2009 年,34-37 页[2]唐家;直进式拔丝机算法原理及电气控制系统,2010 年9 月,电气时代
作者简介:董永刚(1979.12),籍贯:河北永年;工作单位:电气工程系;研究方向:电气传动;邮编:054000;
电子邮箱:15131322187@163.com
项目: 基于 PROFINET 网络的拔丝机电机群组控制策略研究,邢台市科技计划自筹项目(项目编号:2022ZC028);
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)