.jpg)
钛合金凸耳类零件变形控制研究

汤涛 彭思泽 闵勇
湖南星途航空航天器制造有限公司 湖南株洲 412002
3. 前言
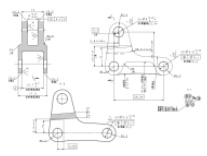
钛合金凸耳类零件是某航空发动机的一种联接件,用于发动机零件的固定,并传递部分横向外传力,起到辅助支撑和热补偿的作用,是发动机部件在飞机上的定位点,非常重要。凸耳类零件薄壁 U 型槽异形结构特殊,此外加上钛合金难加工材料,加工难度增加。
薄壁 U 型槽,线切割加工去余量后,由于残余应力释放,凸耳厚度尺寸和宽度尺寸变形超差,后续加工无法修正。在磨削凸耳内表面时,由于薄壁刚性差,磨削过程发弹现象,尺寸不稳定,在磨削力作用下,磨削时尺寸合格,磨削完成后回弹,尺寸超差。整批合格率 30% 左右,成本高,而且严重制约了零件的交付进度。急需对该发动机钛合金凸耳类零件加工变形问题攻关,提高加工合格率。
本攻关对前期加工的问题进行工艺分析,确定合适的工艺路线,来提高生产合格率和产品质量。
图 1 设计图
4. 攻关内容
2.1 重难点分析
1. 形状结构的不规则,薄壁刚性差,增加加工难度。薄壁 U 型槽凸耳部位单侧有开口槽和空心槽的不对称设计,这种结构将导致加工的不对称性,进而引起去除余量不均匀,从而出现尺寸超差对称度不合格的问题。
2. 钛合金材料磨削加工变形。U 型槽精磨加工时,由于磨削砂轮与工件面接触和材料的导热性差的原因,磨削高温和热扩散效率低引起零件磨削烧伤,砂轮磨损快,加工效率下降的问题。同时在冷却液外部不均匀冷却,引起薄壁部位不均匀变形,进而出现磨削时尺寸测量合格,冷却完成后尺寸超差的疑难问题。
3. 如何采用数铣精加工取代磨削精加工,解决磨削烧伤变形、低效率问题。针对钛合金薄壁槽磨削变形烧伤的难题,本研究采用数控铣的方法取代磨削加工,研究关键工艺参数、刀具、装夹等工艺,达到磨削面的精度要求,确保符合设计标准。
2.2 技术方案
2.2.1 加工路线优化
由于槽精加工完成后孔变形,由于铣削槽的两平面,受力不均匀,容易导致孔的尺寸和位置度超差。必须对加工阶段进行改进。
改进后的路线主要优势在于,精加工小端耳槽和大端 U 型耳槽时,采用立式加工中心数铣方法取代了平面磨削加工,这样改进后加工效率至少提升 5 倍以上,而且变形超差问题得以解决。因为磨削加工的砂轮与工件接触是面接触,材料的导热性差引起磨削高温且热扩散效率低引起零件磨削烧伤,砂轮磨损快,操作者不得不减小加工进给量和转速以保证质量,但是这样做的后果是加工效率显著下降。改进后的数铣,铣刀的高速旋转,切削刃锋利且与工件接触为线接触,这样的切削力显著下降,工件变形问题得到解决。
2.2.2 数铣刀具及其参数选择。
由于零件刚性差,材料的导热性差,刀具磨损快。刀具材料的选择必须考虑满足:刀具材质硬度、红硬性,强度高且耐磨;刀具的切削刃应锋利,抗粘性=接性能好。由于高速钢的耐热性差,因此刀具材料选择硬质合金铣刀。为改善散热条件,加强切削刃以减小蹦刀现象,刀具取小角的法向前角(选 10∘ 为宜),为减小零件加工表面对刀具后刀面的磨损和粘节,刀具取较大的法向后角(选 16∘ 为宜)。采用较大的螺旋角: 40∘ ,有利于切屑沿刀面容屑槽内排除,同时也能够实际切削前角,使切削轻快。根据槽宽选择铣刀直径Φ11、 Φ5 减小加工弹性变形,保持良好的刚性。铣材料硬质合金 ⋅+IJ 部涂层,确保较好的切削性能和精度。
2.2.3 关键数铣工序及工艺参数。
对于两个耳槽而言,槽宽尺寸、两个槽的对称度和表面粗糙度是数铣加工的关键控制尺寸。它的加工质量将直接影响装配质量。精磨磨削加工保证总厚度设计尺寸后的两个主要工序:大端 U 型耳槽加工采用线切割粗加工去除大余量,侧面和底面留 0.3 余量给精加工、精加工采用数铣,小端直接采用数铣完成加工。经过大量的试加工,摸索数据。
2.2.4 产品检测。
产品加工完后,在三坐标测量对称度,位置度。测高仪测量槽宽尺寸。粗糙度轮廓仪测量表面粗糙度。可以看出零件的各项技术指标满足设计图纸要求。
3 实施过程
本实施例中通过将改进前后的数铣工艺方法进行了对比分析,以体现出优化措施的有效性。
实施措施 1:整体工艺路线改进
实施措施 2:耳型槽加工方法改进
实施措施 3:数铣参数及刀具优化
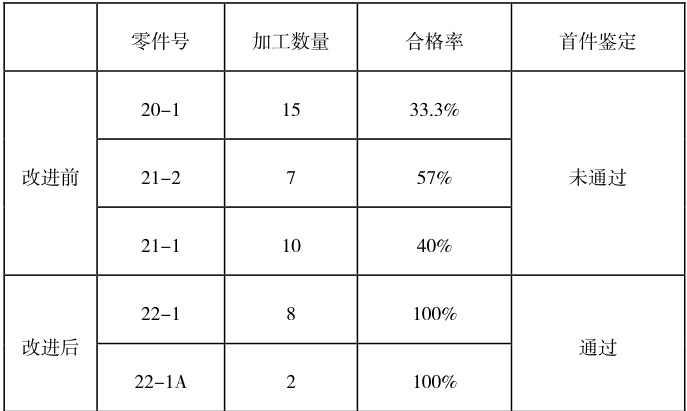
改进前后的实际加工批次情况对比:
4 结论
从改进前后工艺对比看出,改进后的加工方法可以解决耳槽磨削加工变形、钛合金磨削烧伤的问题。确定了新的工艺方法,零件合格率从不到 33% 提升到 100% 。主要有以下几点结论:
(1) 采用数控铣削取代平面磨削薄壁耳槽:攻克磨削钛合金耳槽变形、钛合金烧伤难题,实现加工高效、变形可控、尺寸稳定的目标。
(2) 完成钛合金耳槽类零件典型工艺路线制定:从整体工艺路线角度,完成同类零件典型工艺路线设计,数铣取代平面磨,提高效率,降低变形。
(3) 完成数铣精加工钛合金耳槽工艺参数、刀具参数的选用:精加工总余量 0.3,分两刀加工,第一刀 0.2,第二刀 0.1;优化刀具参数、工艺参数,精加工采用高速,解决表面粗糙度差、刀具振动大、加工变形大的问题。
.jpg)
.jpg)
.jpg)
.jpg)