.jpg)
抗侧滚扭杆座机械手焊接工艺探讨

沈文圣 张星 史先良 陈永康
中车南京浦镇车辆有限公司
引言
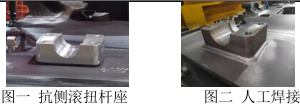
在转向架智能产线上,某构架抗侧滚扭杆座焊缝由传统的人工焊接改为机械手焊接,该焊缝为PC 位置的单边V 型坡口角焊缝,坡口角度∠60(如图一所示),工艺要求焊角宽度值 D=10-15mm ,由于焊角过大,为了满足焊角要求,减少焊缝上口咬边缺陷的产生,在人工焊接时通常采用两层三道的焊接方法(如图二所示),该方法焊后打磨量大且焊缝成型差,在智能产线应用中,现改为机械手焊接,机械手焊接时为了防止焊缝点位移,电弧跟踪跑偏等影响,故采用两层两道焊接方法,具体方法如下:
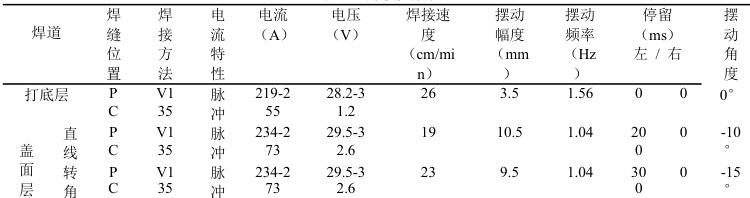
表一:焊接参数表
一、焊前准备
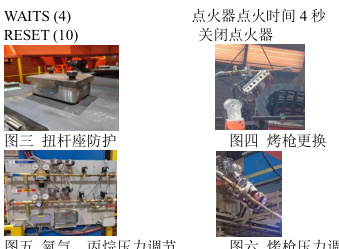
抗侧滚扭杆座为铸造件,根据工艺要求焊前需要对焊缝及周边进行火焰预热,预热温度(120-150) °C 。在焊接抗侧滚扭杆座之前,首先采用防护工装对扭杆座加工面进行防护,防止焊渣进入加工面和螺纹孔。(如图三所示)然后调用机械手MASTER 主程序中自动换枪子程序,将焊枪更换成烤枪(如图四所示)。烤枪更换完成后,继续调用机械手MASTER 主程序中自动点火子程序KQDH。机械手点火时由于机械手氧气和丙烷管路较长,需要重新调整氧气、丙烷压力表数值(氧气表调整至1MPa,丙烷调整至0.05MPa)(如图五所示)并重新调整机械手烤枪火焰调节阀(如图六所示)。为了提高点火效率,设置并延长机械手自动点火时点火器和烤枪等待时间,机械手点火程序修改如下:
LOBB: 点火开始 RESET (10) 关闭点火器 RESET (11) 关闭烤枪气体输出 WAITS (1) 等待1 秒 SET (11) 打开烤枪气体输出 WAITS (4) 烤枪等待4 秒 SET (10) 打开点火器
烤枪点火完成后,开始对焊缝进行预热。(如图七所示)预热范围焊缝中心线 75mm 以内,机械手对整条焊缝进行预热后。采用烤枪红外探头对抗侧滚扭杆座进行温度识别传感,并发送数据与PLC 通讯,通讯点PLC GET(0,30,0)。检测温度到达130 度及以上预热完成,低于此温度通过程序条件判断命 $\ntriangle { \cdot } \stackrel { \triangledown } { \boldsymbol { \surd } }$ IF THEN 进行判断后,JUMP命令跳转至烤火命令行标。再次循环执行以上预热程序,直至达到预热温度后停止预热,关闭烤枪火焰。具体程序修改如下:
NGKH1: 扭杆座1 烤火开始
GP (1000) 空间位置点
\$ (100) 烤枪烤火速度
GC (1001..1006) 烤火路径点
DECH 删除偏移量
GP (1007) 烤枪空间过渡点
GP (1008) 烤枪测温点
WAITS (4) 测温等待4 秒
A: =0 变量A 赋值为0
PLCGET (0,30,A) PLC 数据交换
IF A=1 THEN JUMP HJ1 条件判断,温度符合跳转至焊接1
IF A<>1 THEN JUMP NGKH1 条件判断,温度不符合跳转至NGKH1
再次循环烤火
HJ1: 焊接开始路径
四、结论
通过CLOOS 机械手多层多道焊方法的应用。同时调整机械手焊枪角度,并对机械手编程方法进行优化改进。构架抗侧滚扭杆座焊缝焊角尺寸满足工艺设计要求。焊缝无未填满、咬边等缺陷。相比较手工焊接,机械手焊缝宽窄一致、成型美观,焊缝转角圆滑过渡。减少焊后修磨时间,提高产品质量。再加上采用机械手自动换枪和自动预热,缩短机械手焊前准备时间,能够大幅度提高工作效率。为后期机械手焊接小部件焊缝提供有力借鉴。
.jpg)
.jpg)
.jpg)