.jpg)
基于先进控制算法的激光打标系统精度优化策略研究

巩胜杰
潍坊学院 261000
1 引言
激光打标是当今激光精细加工中最重要的一种技术手段,而决定激光打标性能优劣的首要指标即为打标精度,它直接关系到产品的标识质量与防伪能力以及微结构加工水平。PID 控制是一种结构简单,应用广泛的控制方法,但在工艺系统强非线性、参数时变、多扰动耦合等复杂的控制要求情况下,其鲁棒性和动态性能存在不足,其精度也是限制整个激光打标过程精度的重要原因。因此,先进控制算法在寻求突破传统方法上的缺陷,对激光打标全过程的控制链进行系统化控制链优化设计显得很有必要和迫切。为此,本研究关注激光打标系统的先进控制算法研究,并针对控制链提出的先进控制算法从针对性的激光打标精度优化设计展开研究,以实验效果为验证手段。
2 实验验证与结果分析
2.1 实验平台搭建
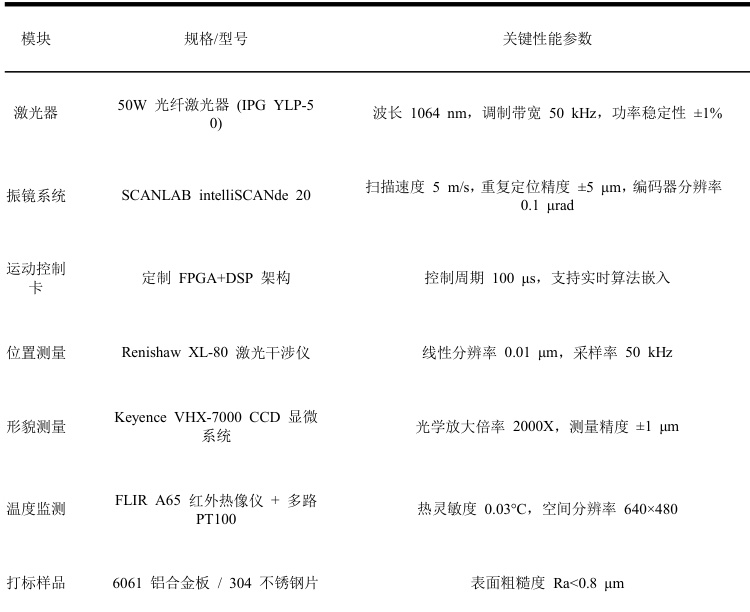
本实验搭建了一套高精度激光打标测试平台,各核心模块选型及性能参数如表 2-1 所示。表2-1 实验平台模块选型及性能参数
2.2 实验设计实验 1:振镜动态性能优化验证目标:对比 ASMC+AFF vs 传统PID 的阶跃响应与轨迹跟踪精度方法:阶跃测试:X 轴振镜从 0±10mm 阶跃运动,记录响应时间、超调量、稳态误差。轨迹跟踪:扫描直径 5 mm 圆形路径(速度 2m/s, )与 45°锯齿波(频率 100Hz) ),测量几何失真度。实验 2:激光功率控制一致性验证目标:评估模糊自适应PID 在不同材料/速度下的线宽稳定性方法:在铝/不锈钢表面打标 10 条平行线(长 20mm ,间距 1mm) )。变量:扫描速度: 500mm/s, 1000 mm/s, 2000 mm/s功率控制模式:固定功率 / 固定PID / 模糊自适应PID测量:每条线宽均值及标准差(取 5 个测量点)。实验 3:热变形补偿效果验证目标:测试 ANN 热误差模型对长时间漂移的抑制能力方法:热漂移标定:振镜满负荷扫描 4 小时,记录温度(T₁\~T₃)与零点漂移(ΔX, ΔY)。ANN 建模:3-10-2 网络结构(输入:T₁,T₂,T₃;输出:ΔX_pred, ΔY_pred),训练集 RMSE<1.5 μm。补偿对比:组A(无补偿):直接打标 0.1mm 精密网格组 B(ANN 补偿):位置指令叠加 -ΔX_pred, -ΔY_pred。2.3 实验结果2.3.1 振镜动态性能实验结果表2-2 振镜阶跃响应性能对比(X 轴 ±10 mm)
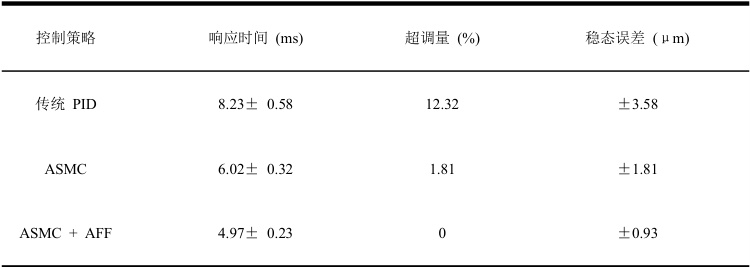
表 2-2 展示了振镜阶跃响应性能对比。传统 PID 控制下,振镜响应时间达 8.23±0.58ms ,超调量为 12.32% 稳态误差 ±3.58μm ;ASMC 控制使响应时间缩短至 6.02±0.32ms ,超调量降至 1.81% ,稳态误差 ±1.81 μm;而 ASMC+AFF 策略进一步将响应时间优化到 4.97±0.23ms ,完全消除超调,稳态误差低至 ±0.93μm 。表2-3 轨迹跟踪误差对比(单位:μm)
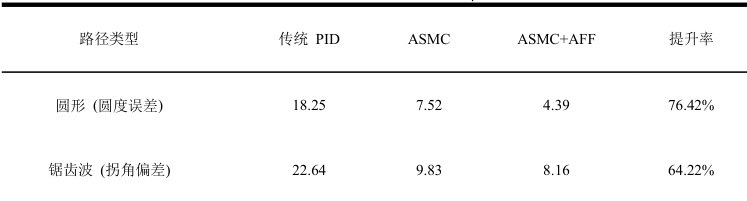
在轨迹跟踪实验中,传统 PID 控制的圆形路径 .25μm,锯齿波拐角偏差为 22.64μm; ;ASMC策略使圆度误差降至 7.52μm ,拐角偏差 9.83μm 策略效果最佳,圆度误差仅 4.39μm ,拐角偏差 8.16μm ,相比传统 PID, 圆度误差提升率 76.42% 拐角偏差提升率为 64.22% 。这表明 ASMC+AFF策略显著增强了振镜动态响应与轨迹跟踪能力,有效克服了系统非线性与动态滞后问题。
2.3.2 激光功率控制实验结果
表2-4 线宽一致性对比(标准差 ±σ,单位:μm)
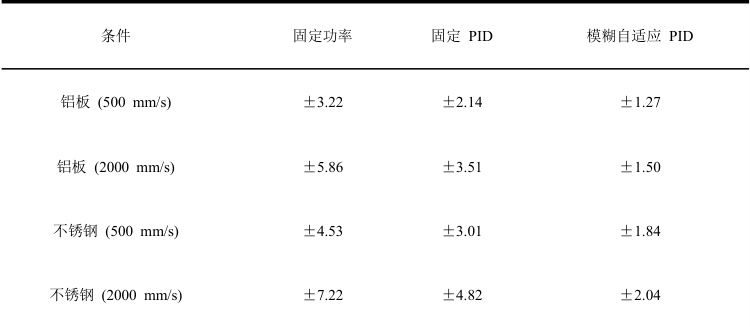
从表2-4 线宽一致性对比数据可知,固定功率模式下,铝板与不锈钢板在不同扫描速度时线宽标准差波动较大;固定 PID 控制虽有所改善,但仍无法完全适应材料与速度变化;而模糊自适应 PID 控制表现出色,在铝板 500 mm/s 扫描时,线宽标准差从 ±3.22μm 降至 ±1.27μm; ;在不锈钢板 2000mm/s 高速扫描时,标准差从 ±7.22μm 大幅缩小至 ±2.04μm ,整体将线宽波动缩小 40 - 60% ,且有效抑制材料非线性效应,使铝、不锈钢板线宽标准差差异从 2.7μm 降至 0.5μm ,保证了不同工况下打标效果的一致性。
2.3.3 热变形补偿实验结果
表2-5 热漂移补偿效果(4 小时运行后位置偏差,单位:μm)
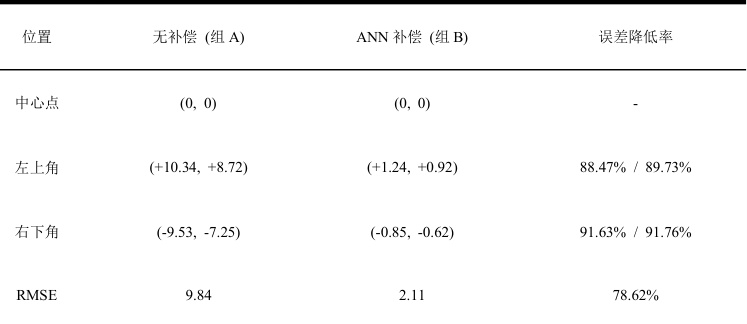
热漂移补偿效果数据显示,未补偿的组 A 在 4 小时运行后,左上角位置偏差达 (+10.34, +8.72)μm,右下角为 (-9.53, -7.25)μm,整体均方根误差(RMSE)为 9.84μm ;采用 ANN 补偿的组 B,左上角偏差缩小至 (+1.24,+0.92) μm,右下角为 (-0.85, -0.62)μm,RMSE 降至 2.11μm,误差降低率达 78.62%。这充分证明基于 ANN的热误差模型能够准确预测热漂移,并通过实时补偿有效抑制系统热变形,提升长时间运行下的打标精度稳定性。
针对激光打标系统精度低的问题,文中提出的基于高级控制算法的优化设计方法,并且进行了设计验证,实现振镜控制方面,通过应用ASMC+AFF 方案,使阶跃响应时间缩短 40% 、无超调、定位精度为±2μm 以内、圆度误差相比传统PID 降低 76.42% ;在激光功率控制方面,通过采用模糊自适应PID 控制线宽波动减少40–60%,并有效抑制材料的非线性效用;在热变形补偿方面,通过利用ANN 模型实现4h 热漂移误差减少了 78.62% ,且位置误差控制在±3μm 以内,综合上述策略优化后的激光打标系统的综合精度以及稳定性具有提升。
参考文献
[1]梅鹏. 基于动态聚焦技术的曲面高效激光标刻系统研究[D]. 华中科技大学, 2016.
[2]郑海,袁建宁. 激光打标机压轮送料系 关键零部件的优化设计 [J]. 科技创新与应用, 2016, (09): 28-29.
[3]赵帆. 振镜式激光打标系统及工艺 数分析 [J]. 软件导刊, 2013, 12 (11): 43-45.
[4]匡艳,吴云峰,吴波,等. 激光打标系统中打标路径的提取及优化 [J]. 激光技术, 2012, 36 (01): 131-133.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)