.jpg)
带式焙烧机台车与带式烧结机台车对比浅析

郭海峰
北方重工集团有限公司 辽宁沈阳 110141
引言
烧结工艺和球团工艺是钢铁冶金中两种重要的原料预处理技术,主要用于将粉状铁矿石(如精铁矿、富矿粉)加工成适合高炉冶炼的块状炉料(烧结矿或球团矿)。两者均属于火法冶金的范畴,但工艺原理和产物特性存在显著差异。两种工艺中的主体设备:带式烧结机(烧结工艺)和带式焙烧机(球团工艺),两者整体机械结构原理较为相似,但为满足不同工艺需求,仍存在大量原理性差异。本文将针对带式烧结机和带式焙烧机中的核心部件-台车,从工作过程及台车工况、结构参数、材质、功能特点等角度进行全面对比分析。
一、工作过程及台车工况
带式烧结机的工作过程:经过配料并混匀、制粒的混合料,通过布料设备进入烧结机原料给料料斗中,再由圆辊给料器及多辊布料器均匀地 ,这样,布满料的台车通过柔性传动装置带动头部星轮旋转而推动台 下部时,台车上的混合料中的焦粉被点燃,在抽风条件下,混合料从表 ,烧结过程即告完成。尾部星轮的旋转使台车上的烧结饼卸下,然后空 至头部 重新开始铺料—点火—烧结—卸矿这一作业循环,从而连续不断地生产出烧结饼。台车工况:物料温度 750\~850℃。料层厚度:一般≤1000mm。
带式焙烧机的工作过程:经过配料并混匀、造球的生球,通过布料设备均匀地铺在预先铺好底/边料、不断移动的台车上,布满料的台车通过柔性传动装置带动头部星轮旋转而推动台车向机尾方向移动。生球在台车上经鼓风干燥-抽风干燥-预热-焙烧-均热-冷却几个工艺段后,尾部星轮的旋转使台车上的成品球团矿卸下,然后空台车从下部轨道返回至头部,重新开始鼓风干燥-抽风干燥-预热-焙烧-均热-冷却的作业循环,从而连续不断地生产出球团矿。台车工况:物料温度一般≤1350℃。料层厚度:一般为 400mm。
二、 结构参数
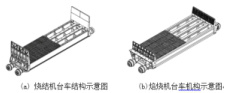
主要组成部分。烧结机台车与焙烧机台车(见图 1)主要组成部分较为相似,一般由台车体、栏板、防磨板、密封板、隔热垫(焙烧机台车没有)、篦条、车轮组装配、弹性密封装置及其它附件组成。
材质对比。因物料性质及工艺工况温度不同,烧结机台车和焙烧机台车在主要零部件的材料选择方面存在较大差异,详见下表2:
表2 烧结机台车与焙烧机台车主要零部件常见材质对比

三、功能结构特点简述
3.1 台车体
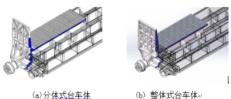
台车体结构主要为分体式和整体式(见图 2),分体式结构由两侧车体和中间箱体组成,之间采用螺栓连接。结构整体式结构为车体、箱体一体铸造,无需螺栓连接。
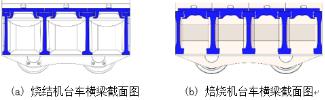
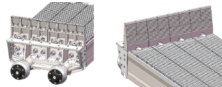
烧结机台车体:分体式和整体式均有,台车箱体上下非对称结构,主梁顶部安装隔热垫,为特殊 T 型头结构。以 1.5m 长度台车为例,主梁为 4 列。结构见图 5
焙烧机台车体:分体式结构,台车箱体上下为对称结构,可翻转使用。主梁顶部、底部为特殊 T 型头结构,篦条直接安装在主梁上,无隔热垫。以 1.5m 长度台车为例,主梁为 5 列。
台车塌腰下挠是影响台车使用寿命的一项重要因素,两者工况过程中温度波动大,频繁的热胀冷缩会产生交变热应力,导致材料疲劳。台车体在载荷、工作温度循环变化和吸风压力的作用下,会呈现逐步下挠(塌腰)趋势。当下挠量过大,台车体塌腰值达到极限时,将会影响设备运行,需更换台车。为缓解台车塌腰下挠速度。
烧结机台车:箱体材质一般为球墨铸铁,常见牌号 Q500-7,即抗拉强度≥500MPa,延伸率≥7,另外球化率一般要求为≥85%。目前市面上也出现了通过固溶强化技术开发的高牌号材质QT600-10 材料,抗拉强度≥600MPa,延伸率≥10,高温蠕变性能更优,预期可缓解塌腰情况,提高使用寿命。
焙烧机台车:因工况温度极高,箱体塌腰的趋势更大,因此焙烧机台车箱体材质选择对耐热性能的要求更高。另外箱体采用上下面对称结构,塌腰后可翻转使用,提高箱体的使用寿命极限。另外相比与烧结机台车,焙烧机台车箱体主梁数量多 1 列,主梁的截面惯性矩更大,提高箱体抗弯能力。
3.2 台车篦条
烧结机台车:以 1.5m 长度台车为例,烧结机台车篦条为 3 列,安装在嵌套在主梁上的隔热垫上。焙烧机台车:以 1.5m 长度台车为例,焙烧机台车篦条为 4 列,直接安装在箱体主梁上。
3.3 台车栏板
烧结机台车栏板多种结构形式(见图 4),常见形式为;上、下栏板结构,下栏板一块整体,上栏板分多块;台车上下栏板合为 1 整块,栏板为一块整体结构;下栏板与台车体一体铸造。
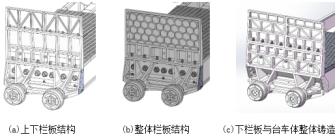
图 4 烧结机台车栏板结构形式焙烧机台车栏板(见图 5),经典结构为上、下栏板结构,每侧下栏板 4 块,上栏板 8 块。
3.4 台车卡轮组
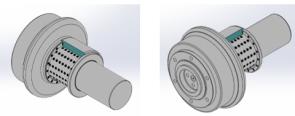
烧结机台车卡轮组(见图 6),目前主流结构为钢基镶嵌复合材料的自润滑轴承结构,包括自润滑轴套和隔离环,在工作面上均镶嵌复合材料,理论上可实现免维护。
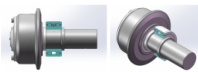
焙烧机台车卡轮组(见图 7),目前主流结构为特制圆柱滚子轴承结构,出厂时内部填充润滑脂
总结
综上所属因工艺流程不同,带式烧结机与带式焙烧机台车在使用工况、尺寸参数、组成部分、部件材质、功能结构特点上存在较多差异。通过对比了解两种不同工艺设备的台车装置,可在今后台车装置的设计中相互借鉴,优化结构,降低制造成本,提高设备的使用性能。
参考文献:
[1]丁峰 . 现代烧结生产操作技能与新工艺、新设备及原料、产品质量控制使用手册[M]. 北京:冶金工业出版社,2006[2]长沙黑色冶金矿山设计研究所 . 烧结设计手册[M] . 北京:冶金工业出版社,l998.
作者简介:郭海峰(1986.7- ),男,汉族,黑龙江大庆人,机械工程师,本科,研究方向:冶金设备
.jpg)
.jpg)
.jpg)
.jpg)