.jpg)
企业生产线平衡改善设计的实践探索

陈梦园
联想系统集成(深圳)有限公司 518000
在全球制造业竞争日趋激烈的当下,企业对生产效率的追求已从单纯的产能提升转向系统效能的优化,而生产线平衡作为衡量生产系统协调性与资源利用率的核心指标,直接关系到企业的成本控制、订单响应速度与市场竞争力。当前,许多制造企业在生产线运行中普遍面临着工序负荷不均、瓶颈环节制约、在制品积压等问题,这种失衡状态不仅增加了生产周期,更削弱了企业对市场需求的快速响应能力。在此背景下,如何通过科学的改善设计方法破解生产线平衡难题,成为制造企业降本增效、实现高质量发展的关键课题。
本文以广州某电子有限公司为例,选择该公司一条装配线进行生产线平衡优化分析。在基础工业工程的理论和研究思维的指导情形中,使用专业的分析方法取得生产线平衡和瓶颈,再用“5W1H”的质疑瓶颈并结合“ECR秒"分析和工位的技术被分解与复合,从而提升了生产线平衡效率。
一、装配线现状分析
基于工业工程的研究理念,为更好地分析和了解现场,现在对流水线上的工序进行秒表测时,这里所用的宽放率取 10% ,工作时间为8 小时,目标产量为1600。各项测量数据及配置人数如表 1-1 所示:表1-1:装配线秒表测时表

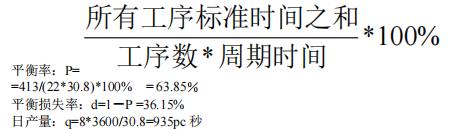
根据其周期时间CT=25 秒,可求得:
二、装配线改善设计
鉴于公司生产现状,该线目标产量为 1440,将生产节拍设计为 T= 8*3600/1440 =20 秒,对时间超过20 秒的工序作分析,对其进行优化和改进来使其工序时间少于  。同时还对工序时间远低于20 秒的工序进行合并。可以明显看出,工序2 和工序 6 的生产时间远远超过了根据目标产量而设定的生产节拍(20 秒)。对工序进行方法研究,采用“5W1H”提问技术以及“ECR 秒”四大原则对其进行分析并改善。
。同时还对工序时间远低于20 秒的工序进行合并。可以明显看出,工序2 和工序 6 的生产时间远远超过了根据目标产量而设定的生产节拍(20 秒)。对工序进行方法研究,采用“5W1H”提问技术以及“ECR 秒”四大原则对其进行分析并改善。
(2)工序2 的分析与改善
工序 2 的具体操作是用手工来展开的,然后用电动螺丝批来锁螺丝。用“5W1H"提问技术进行系统分析,其分析情况和结果如表1—2 所示:
表1—2:“5W1H”提问技术
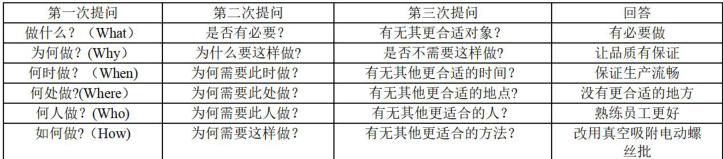
鉴于以上的分析,结合“ECR 秒”原则,我们可以把电动螺丝批替换掉,这个操作我们可以变成用真空吸附电动螺丝批,并且设计合适的马达堆放和打螺丝更方便操作员操作的治具,将扫描马达的步骤移到步骤 1 合并,这样可以大幅度地降低作业时间。通过秒表测时可以证明,可以让工序2 的时间缩短至 19 秒。
(3)工序6 的分析与改善
具体步骤分析为:取PCBA 放入手柄中,放入电池,手动穿线接线。因这些步骤都是必须的,不能对其进行取消简化或合并。由于现在的平衡率只有 63.85% ,生产处于不成熟阶段,故不适宜采用动作分析。在此情形下,往该工序中多分配1 名员工,这样就可以加快作业缩短时间。通过秒表测时可以证明,我们采用给工序6 增加1名员工可以使时间缩短至 20ℏψ ,时间减少了 10.8∈V 。
(4)其他工序的分析与改善
除此之外,瓶颈工序7 的时间为22.1 秒。据了解,工序7 是由两个步骤组成的,一个PCBA 焊料,所需时间是18.5 秒;另一个是检查充电器,所需时间是3.6 秒。工序7 完成后还有一个工序8 是功能检查,所需时间是17.6 秒。由于检查充电器的时间短,而且检查充电器和功能检查可以在一个工作台上完成,所有把检查充电器工序合并到功能检查处,这样可以把瓶颈工序时间进一步缩短。因此,工序7 为  ,而工位8 的时间变为19.9秒。
,而工位8 的时间变为19.9秒。
三、改善效果分析与评价
根据对各工序的分析和改进,绘制改善后的工序时间图,为了更加直观地表现改善前和改善后的效果,现将改善前后的各参数进行汇总,如表1—4 所示。
表1-4:改善前后针车线各参数对比

由表可知,装配线改善前的工序总时间是413 秒,工序流程共有21 个,员工总人数是 21 人,瓶颈时间是30.8秒,平衡率为 63.85% 。改善后的工序总时间是401.48 秒,工序流程共有22 个,员工总人数是 22 人,瓶颈时间是 ,平衡率为 91.25% 。经过一系列生产线的改进之后,瓶颈时间降低了9.2 秒,生产平衡率提高了 27.4% 。
,平衡率为 91.25% 。经过一系列生产线的改进之后,瓶颈时间降低了9.2 秒,生产平衡率提高了 27.4% 。
通过对装配线的改进,取得了一定的改善成果,减少了员工人数和操作复杂程度,还降低了生产瓶颈时间,提高了生产效率。同时,消除不必要的等待和动作浪费,保证生产线运行的流畅。进一步提高了生产线平衡率,降低了平衡损失率,提高了效益。
四、小结
生产线的平衡问题在现代企业尤其是制造型企业中被给予越来越高的重视。怎样缩短产品的加工时间,提高单位时间内产品的生产量,怎样减 提高设备的利用率和减少工厂场地的浪费等诸多的问题摆在企业管理者的面前。只有 分今 工 业工程思维和方法,才能持续提升生产效率、优化资源配置、降低运营成本,并最终实现企业的高质量发展与可持续竞争力。
参考文献:
[1]郭志晓,庞如英.生产线平衡改善的数据分析 优化模型研究[J].中国设备工程,2025,(13):138-140.
[2]徐斌,冯桢.基于整数规划与仿真的电子 品装配生 线平衡研究[J].机电工程技术,2024,53(08):52-56.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)