.jpg)
铸轧机炉口液面控制的设计研究

韩士成 曹锐
陕西有色榆林新材料集团有限责任公司,邮编:719000
Abstract: In view of the problems of lag response, large impact and poor stability in the front tank liquid level control in the traditional aluminum strip casting and rolling process, this paper designs an automatic control system for the furnace mouth liquid level of holding furnace based on the accurate transmission of servo motor. The system uses a laser sensor to detect the liquid level of the launder in real time, uses the digital intelligent instrument to carry out PID operation and logic judgment, outputs the control signal to drive the AC servo motor and the electric push rod, and accurately adjusts the opening of the plug rod at the flow port of the holding furnace, so as to realize the high-precision linear control of the outflow of molten aluminum. The control principle, hardware structure and control flow of the system are described in detail. The design effectively solves the problem of liquid level impact caused by excessive stopper rod action in traditional pneumatic or manual control, and provides an effective technical scheme for improving the thickness consistency and production continuity of cast rolling strip.
Key words: caster and rolling mill; Liquid level control; Servo motor; Electric push rod; Laser sensing; PID control
1 前言
铝带坯连续铸轧生产是铝加工行业中的关键工艺,其稳定性直接决定了最终产品的质量。在铸轧速度、铝液温度和铸轧辊冷却强度等工艺参数相对稳定的条件下,前箱液位成为影响铸轧带坯厚度的最直接和关键的因素。同时,为保证铸轧过程的连续性,尤其是在铸轧速度变化时,要求供给前箱的金属流量必须稳定在精确的范围内。
为保证前箱液位的稳定,目前国内普遍采用二级控制系统:第一级控制位于保温炉流口处的中间流槽液位;第二级控制前箱自身的液位。其中,保温炉流口处的液位控制是整个供流系统的源头,其控制精度直接影响二级控制的难度和最终效果。目前,该一级控制主要存在两种形式:其一,依靠操作人员人工观察前箱液位,凭借经验手动调整保温炉流口的塞杆,这种方法劳动强度大、主观性强且响应迟缓,难以适应高速生产节奏;其二,在流口处流槽中安装浮子式传感器检测液位,并通过气缸驱动塞杆,虽实现了自动化,但气动驱动存在固有的“开关”特性,动作刚猛,塞杆启停和移动幅度大,极易造成铝液流速突变,引发液面剧烈波动和冲击,导致液位在设定值附近持续振荡,稳定性不佳。
为解决上述问题,本文旨在设计研究一种高精度、高稳定性的炉口液面自动控制系统。该系统摒弃传统驱动方式,核心采用交流伺服电机配合电动推杆作为执行机构,通过其卓越的运动控制特性,实现对塞杆开度的毫米级微调,从而平滑、精确地调控铝液流量,确保流槽液面高度稳定在极小的误差范围内,从源头上为高品质铸轧带坯的生产提供保障。
2 基本控制原理
本系统设计的核心控制原理在于构建一个以“检测-比较-计算-执行”为闭环的负反馈自动控制系统。其核心目标是维持保温炉出口处流槽的液面高度恒定。
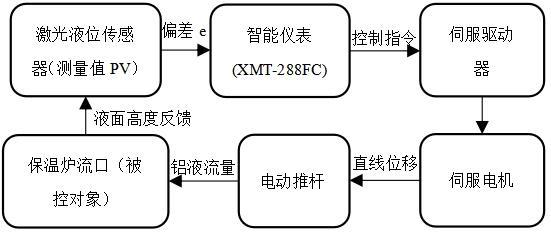
系统工作原理如下(工作原理流程图见图1):
2.1 检测环节:采用非接触式激光液位传感器,实时检测流槽内的铝液液面实际高度(PV)。为确保传感器在高温、多粉尘的恶劣工况下长期稳定工作,为其配备了压缩空气冷却与吹扫系统,防止镜片污染和高温损坏。
2.2 处理与决策环节:控制中枢采用数字智能仪表(XMT-288FC)。仪表内部预设了工艺要求的液位高度目标设定值(SP)。它将接收到的液位实际测量值(PV)与设定值(SP)进行实时比较,得到偏差值(e=SP-PV)。随后,仪表内置的PID(比例-积分-微分)控制算法对该偏差进行精确运算,生成相应的控制指令。
2.3 执行环节:控制指令被发送至交流伺服驱动器,驱动选定的交流伺服电机动作。伺服电机通过联轴器带动电动推杆,将电机的旋转运动转换为精确的直线运动。电动推杆最终推动保温炉口的塞杆前进或后退。
2.4 调节对象:塞杆的直线运动直接改变了保温炉出流口的开口面积。当实际液位低于设定值时,系统控制塞杆后退,增大开口面积,铝液流出量增加,使液位回升;反之,当实际液位高于设定值时,塞杆前进,减小开口面积,铝液流出量减少,使液位下降。
通过上述闭环控制系统的持续、自动调节,铝液的流出量得以被精准且平滑地控制,从而克服外部干扰(如保温炉内液压变化),将流槽液面高度动态稳定在预设的精度范围内。
3 系统硬件设计与选型
系统的稳定性和控制精度高度依赖于关键硬件的性能。本设计基于控制原理,进行了如下选型与设计:
3.1 驱动执行单元
驱动执行单元是系统的“肌肉”,其性能直接决定控制的精细程度。
交流伺服电机(型号:60CB040C-500000):选用400W的中功率伺服电机,其额定转速 3000rpm ,额定转矩1.27N.m,额定电流 2.74A。伺服电机具有调速范围宽、低速运行平稳、无爬行现象、定位精度极高、过载能力强等优点。相较于普通电机或气动装置,它能实现任意位置的精确停止和微小的角度调整,从而彻底解决了塞杆“大起大落”的问题,是实现液面平稳控制的关键。
电动推杆:作为伺服电机与塞杆之间的机械接口,其选型至关重要。所选推杆参数为:推拉力130kgf(约1274N),此推力足以克服塞杆的摩擦力和铝液的静压力;行程 100mm ,完全满足流口开度从全关到全开的调节范围;速度82mm/s,该速度适中,既能保证调节的快速响应,又不会因速度过快而产生冲击。
3.2 检测单元
激光液位传感器:采用非接触式激光测距原理。相较于传统的浮子式、电容式或超声波传感器,激光传感器具有测量精度高(可达毫米级甚至更高)、响应速度快、不受铝液蒸汽、温度变化和现场电磁干扰影响等显著优点,能为控制系统提供极其可靠和准确的反馈信号。
3.3 控制单元
数字智能PID调节仪(型号:XMT-288FC):该仪表作为系统的“大脑”,集显示、控制、报警功能于一体。其“万能输入”特性可兼容接收激光传感器传来的模拟量信号。内置的PID控制算法能够根据偏差的大小、存在时间和变化趋势进行智能运算,输出继电器开关信号或模拟量信号。其带24V馈电功能可为外部传感器供电,简化了系统布线。该仪表的参数(如P、I、D值,报警上下限等)可通过面板轻松设置,便于现场调试和优化。
4 控制系统软件流程
系统的自动化运行依赖于预设在智能仪表和控制程序中的逻辑,其基本控制流程如图2 所示。
图2 系统控制软件流程图
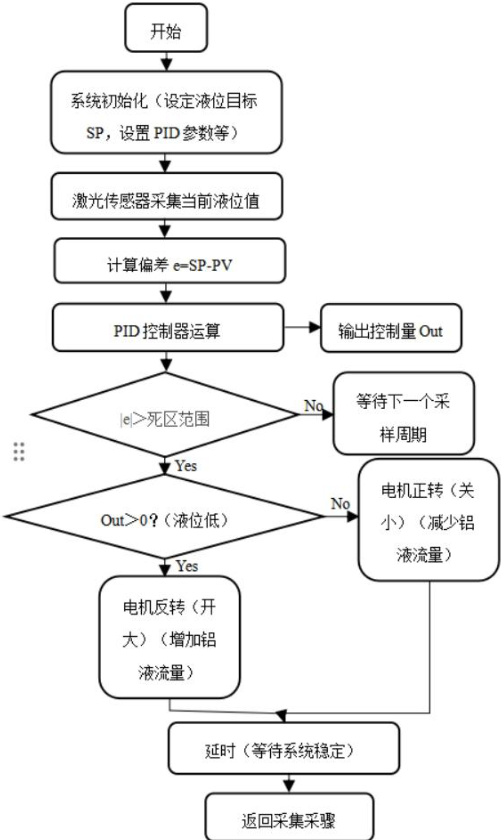
4.1 死区控制:程序中设置一个微小的死区(例如± 0.5mm ),当液位偏差在此范围内时,系统认为已达到稳定,不发出调整指令。此举可防止执行机构在设定值附近频繁动作,减少设备磨损和系统振荡。
4.2PID参数整定:系统的响应速度和平稳性取决于PID参数(比例带、积分时间、微分时间)。需在现场根据实际工况进行整定,以达到快速响应且无超调的理想控制效果。
5 结论
本文针对铝铸轧机炉口液面控制存在的痛点,成功设计了一套以交流伺服电机为核心执行机构的高精度自动控制系统。该系统通过激光传感器精准检测,经智能PID仪表运算,最终驱动伺服电机-电动推杆组合,实现对塞杆开度的精细化线性调节。
相较于传统手动或气动控制方式,本设计具有以下显著优势:
.控制精度高:伺服驱动的分辨率和定位精度极高,可实现液位的毫米级稳定控制
2.响应平稳:彻底消除了气动控制带来的冲击和振荡,液面过渡平滑,极大提升了
3.自动化程度高:完全无需人工干预,降低了劳动强度,避免了人为操作失误。
4.适应性好:通过修改PID参数和设定值,系统可灵活适应不同的工艺要求和生产节奏变
该系统的应用将有效提升源头供流的稳定性,为后序前箱液位乃至最终铸轧板厚的一致性控制提供坚实保障,具有较高的推广价值和经济效益。
参考文献:
[1]王栋,李志强.铝带坯铸轧技术[M].北京:冶金工业出版社,2010.
[2]刘金琨.先进PID控制及其MATLAB仿真[M].北京:电子工业出版社,20
[3]张燕,孙宝元.激光测距传感器在工业液位检测中的应用研究[J].仪表技术与传感器,2019(4):56-59.
[4]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2003.
作者简介:
韩士成,1995年2月生,男,现就职于陕西有色榆林新材料集团有限责任公司,职务:科员,职称:工程师,学位:硕士学位,研究方向:控制工程。
曹锐,1986 年 12 月生,男,现就职于陕西有色榆林新材料集团有限责任公司,职称:工程师,学位:学士学位,研究方向:电子信息工程。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)