.jpg)
某型起动机燃气发生器导向器渗铝工艺研究

陈彦斌
海翔机械厂 河北省邯郸市 056000
一、前言及故障情况
某型起动机燃气发生器导向器为非渗铝整体导向器,在工作中多发烧蚀故障。为此,用户要求在修理中更换为渗铝导向器,以提高导向器耐高温烧蚀性能。
对现场六台达到翻修寿命的起动机的导向器进行目视和荧光探伤发现:叶片及流道内外环壁和叶片有不同程度的高温腐蚀;叶尖与流道转接处有裂纹。其中以叶片、流道内外环壁处较普遍,颜色多呈灰白色,伴有麻点。故障情况见图 1、图 2。
图 1 叶片烧蚀

图 2 叶片及流道烧蚀

二、原因分析
该导向器是由 K418 镍基高温合金整体无余量铸造而成,在 900℃以下具有良好的蠕变强度、热疲劳性能和抗氧化性能,而导向器的实际工作温度达到了 1250K(约 977℃),温度过高会合金的抗氧化性降低,长时间工作易造成导向器的高温烧蚀;另外,起动机从启动到切断转速最短工作时间为 30s,最长为 1min,在此过程中导向器承受热胀冷缩的热循环交变应力,应力释放时,易发生裂纹故障。
K418 合金的表面处理工艺要求:合金可以进行渗铝、铬-铝共渗和钴-镍-铬-硅涂层防护。该合金可通过气相渗铝、电泳+气相渗铝工艺对其进行渗铝,渗铝后其抗氧化性得到明显提高。
表 1 试件渗铝试验结果
三、工艺分析和试验
气相渗铝在专用的井式渗铝炉中进行,渗铝时将零件放入鸟笼式夹具中,采用铝铁块作渗剂,氯化铵作活化剂,三氧化二铝作填充剂。加热前通入氩气排净渗炉中的空气,然后在氩气保护下加热、以氩气为载体将渗铝剂在高温下分解除的活性铝原子带到工件表面,通过扩散渗入零件基体,形成渗铝层。在我厂高温气相渗铝工艺已适用于某系列发动机Ⅰ级涡轮叶片和Ⅰ级导向器焊接组件叶片渗铝。可采用高温气相渗铝工艺对导向器试块进行渗铝试验,验证试验工艺。
1.技术要求
通过试验检验高温气相渗铝工艺能否使该整体导向器获得厚度( 20~50)μm 的渗层;渗层均匀;
渗铝后试件原有裂纹无扩展。
2.试验方案
试验采用经荧光检查后的导向器作为试件,采用湿吹砂清洁全表面,除去表面烧蚀,然后将其切割获得三块带有裂纹的试件及若干试件样品,分三次进行高温气相渗铝。
3.试验过程
按试验先后次序将试件编为Ⅰ号件、Ⅱ号件、Ⅲ号件,并分别带一组试件样本 3 片同渗,以用于渗层检查。
对Ⅰ、Ⅱ、Ⅲ三件试件及试件样本在不同条件下分别进行了高温气相渗铝试验,对渗铝后的试件及试件样本送计量检测中心进行金相检查。详见表 1。渗铝质量检验参照 HB7579-1997。
试验渗铝后的试件通过金相检查,可清晰地观察到渗层厚度及组织状态分布。
4.试验结果
试验后,通过观察试件及试件样品的金相组织图可见Ⅰ、Ⅱ号试件的渗层不均匀,渗层厚度在(17~20) μm ,不符合要求;Ⅲ号试件渗层厚度达到了(22~35) μm ,且渗层较均匀,符合要求。将Ⅰ、Ⅱ、Ⅲ号试件经过目视和荧光探伤检查,三台试件原有裂纹均未发现明显的扩展迹象。
该试验结果表明:在( 950±10 )℃下,渗铝 8h 以上,试件可获得符合技术要求的渗层厚度且渗层比较均匀,裂纹未扩展;渗铝时间低于 8h 时,渗层厚度达不到技术要求。
四、产品渗铝试验
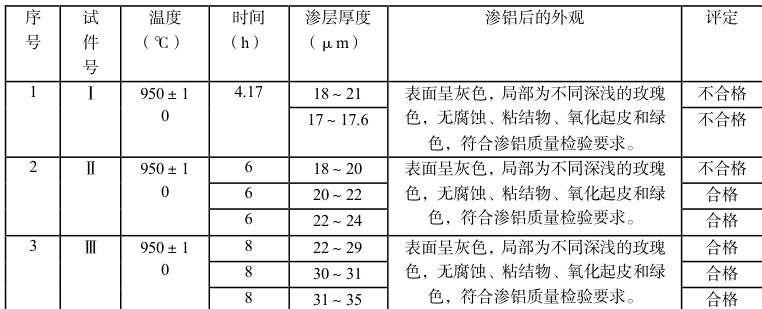
根据试验结果,确定了导向器高温气相渗铝的工艺参数,即渗铝温度在( 950±10 ) C 下,时间控制在(8~10)h。根据该工艺参数制定临时工艺进行三台导向器产品的渗铝试验。制定渗铝时间为10h15min ,温度控制在( 950±10 ) C0 渗铝后的表面状态及金相组织情况见图 1、图 2
通过图 1 可以看到 1、2、5 导向器叶片表面均存在不同程度蓝色或褐色斑点。经手抚触该斑点无凹凸感,使用酒精或汽油清洗未见有淡化的迹象。分析斑点为渗铝过程中产生的氧化色,可能是渗铝准备过程中有氧化物质吸附在零件表面或渗铝后降温过程中产生的氧化色,符合渗铝质量检验要求,对渗层及产品性能不会造成实质性的影响。
通过图 2 可见,3 台导向器的渗铝层厚度达到了(30~40) μm ,且渗层较均匀,渗铝后对其进行荧光检查未发现裂纹扩展迹象。
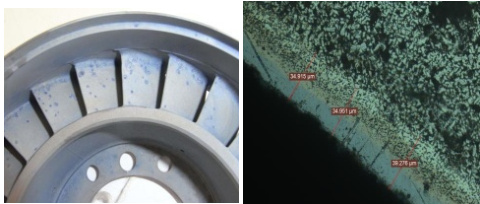
图1 叶片斑点图 图2 渗铝合格的金相组织图
五、结论
由产品渗铝试验结果可以判断:高温气相渗铝工艺适用于该整体导向器的渗铝,渗铝后表面质量符合渗铝质量检验要求,渗铝效果较好。
六、存在问题
1.因导向器为一体成型结构件,对导向器表面烧蚀深度的测量存在一定的局限性,在渗铝前采用湿吹砂的方法去除导向器烧蚀表面,会在一定程度上消耗导向器叶片及流道表面材料,可能会影响导向器的工作效率。
2.用于渗铝的铝铁渗块随着使用次数的增加其渗铝合格率会降低,为获得目标渗层,下一步应从工艺上限制渗块的使用次数。
参考文献:
[1]《中国航空材料手册》编辑委员会.《中国航空材料手册》(第 2 版).2002.5
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)