.jpg)
利用电压转换器实现一路电源下兼容ASI与PN总线的研究

张振帅
身份证 130722198707203410
引言:随着工业自动化的飞速发展,现场总线在自动化系统中扮演着非常重要的角色,在汽车制造自动化领域使用最多的就是 Profinet(简称 PN)和 Eternet/IP(简称 EIP)以及执行层 AS-Interface(简称 AS-i)总线。本研究实现了两种不同类型总线协议的工装夹具利用电源转换器实现在同一路电源下的兼容,降低了更换模块的硬件成本同时节省了夹具改造的工时成本。
一、工业总线协议综述
1.1 现场总线
现场总线是一种用于工业自动化系统中设备之间通信和数据交换的通信协议。它通过共享的物理通信介质(如电缆或光缆)将不同设备连接在一起,实现实时数据传输和设备控制,从而提高生产过程的效率和可靠性。现场总线的工作原理是将传感器、执行器和控制器等设备连接到现场总线网络上,通过网络上的通信协议实现数据的传输和设备之间的通信。这种技术在自动化控制系统中提高了灵活性、可靠性和智能化水平。
1.2PROFINET 通信协议
PROFINET 是由PROFIBUS 国际组织(PI)推出的基于工业以太网技术的新一代自动化总线标准。它为自动化通信领域提供了一个完整的网络解决方案,涵盖了实时以太网、运动控制、分布式自动化、故障安全和网络安全等多个方面。
1.3 AS-i 通信协议
AS-i 通信协议是一种用于传感器和执行器之间通信的总线标准,属于一种开放的标准。它是一种高效且功能强大的总线系统,可将最低现场层的所有传感器和执行器与上层控制系统相连,实现无比的便利性、安全性和集成性。
二、电气控制方案及硬件系统设计
2.1 设计方案论证
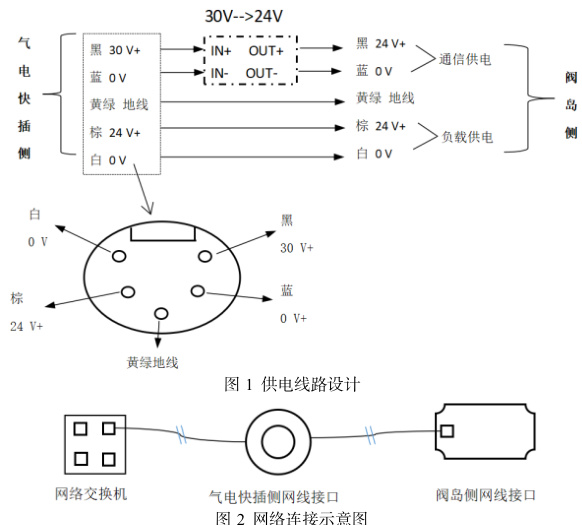
针对新导入的工装夹具上的气动元件使用的是 PN 总线阀岛,而我们当前线体使用的是 AS-i 总线模块控制的单体阀,两种总线协议不匹配造成台车夹具不能直接导入工位。AS-i 使用的是专用的扁平电缆,控制端输入电压为 30V 比阀岛端的控制电压等级要高,负载端两者的电压则是一致的。在切换系统中两种不同总线协议台车上分别安装了气电快插的从站端,主站端则安装在转台与焊接位滚床侧。切换过程为: ① 人工上件完成②转台旋转至夹具出入口端③主从气电快插断开夹具滑入焊接位滚床 ④ 焊接位气电快插主端与台车侧气电快插从端对接,机器人开始焊接。 ⑤ 焊接完成后,气电快插断开台车滑回转台出入口处。切换过程中涉及到气电快插多次断开与对接,台车上的阀岛单元或是 AS-i 模块的电压供端均来自气电快插的主段。因此要想导入不同等级控制电压下的台车夹具,必须要解决电压不匹配的问题。为此我们讨论了三种方案,第一种方案:将原夹具上的阀岛单元拆除更换为 AS-i 模块和单体阀(缺点:改造成本高且施工周期周期长);第二种方案:在变频柜内增加 24V 电源及中间继电器,根据夹具台车编号由 PLC 控制中间继电器进行不同电压切换(缺点:人为强制继电器后可能会发生因电压过高损坏阀岛造成设备停机问题);第三种方案:在夹具侧增加 30V 变 24 的降压模块,把AS-i 端的 30V 控制电压转换为 24V 供阀岛使用,另外再从柜内交换机引出一条 PN 通信电缆利用原滚床上的气电快插通信接口与阀岛通信(优点:可靠性高、成本低),综上对比最终选择第三种方案实施。
2.2 硬件选型
电压转换器是一种将较高直流电压转换为较低直流电压的电源管理设备。其基本原理是通过控制输入占空比,利用电感和电容的能量存储特性,实现电能的转换和调节。
本设计选用 DC-DC 宽电压输入的电压转换器,要求输入电压 30-60V,输出电压 24V,输出功率120W,静态电流 10mA,转换效率 95% ,工作温度  ,防水等级 IP67,外壳材质为压铸铝。
,防水等级 IP67,外壳材质为压铸铝。
另外要求具备过压、过流、过温、短路及反接保护等功能。输出防反接保护:输出正负极接错,电源模块不损坏,防止输出正负极接错,减少电源损坏率。短路保护:正常使用下,转换器输出对地瞬间短路,不造成对电源转换器的损坏。过压保护:电源损坏,输出自动断开。防止电源损坏时高压直通击穿电器,减少电器的损坏率。过流保护:输出电流大于设定值,输送电压逐渐减少直到转换器关机无输出。过温保护:转换器工作环境温度可在-  ,当外壳温度超过 85℃,转换器自动保护。防水:被水全部浸泡照常运行,全方位防水。
,当外壳温度超过 85℃,转换器自动保护。防水:被水全部浸泡照常运行,全方位防水。
气电快插单元可实现快速对接后通过动力能源,如电流、气体、液体等。固定端有独特的柔性机械装置,对接过程中能够对定位误差、机械误差等误差进行补偿。
在汽车制造行业常用到组合横块,该组合单元是一款标准的能源组合连接系统,广泛应用于台车、工装、夹具切换等场景,可实现产线柔性化切换时网络信号、光信号、电源、气等能源的快速连接。其技术优势在于模块化设计,选配丰富;插孔信号针,拆换方便;高机械寿命、高插拔次数;连接后防护等级可达 IP65。
阀岛是由多个电控阀集成构成的气电一体化控制元器件,其核心功能为整合信号输入/输出及控制模块,通过多针接口或现场总线技术简化气动系统布线。
在工装夹具上常被当作分布式 I/O 使用,但是在台车切换过程中由于气电快插主从端脱开后阀岛会断电断网。当气电快插再次对接时网络恢复会有延时,每次需要等待 6-7s 会产生节拍损失。这也是我们在执行层采用 AS-i 通信的原因,因为每个 AS-i 主站最多可以连接 62 个从站,主站采用轮询的方式与从站通讯且扩展距离可达 100m 。将 ASI 主站布置在控制柜内,从站布置到工装夹具上,每次台车切换网络恢复可在 2s 内完成,这种控制方式更适合对接盘频繁脱开和对接,大大节约了因切换造成的节拍损失。
2.3 硬件系统设计三、现场实施验证及后期推广
在采用电源转换器对原来自 AS-i 通信侧的 30V 电压降为 24V 后作为阀岛侧的通信供电后,经过现场的连续多轮切换测试整个系统运行稳定,阀岛上的夹具信号未出现波动达到我们的预期目的。随后对现场门盖区域利旧夹具均做了以上改造,实现了不用拆除原夹具台车上的阀岛单元只是改造通信侧电压,将带有阀岛的工装台车导入到 AS-i 系统的工位中。
当前在产线体中均需导入售后件工装来满足老车型的售后件供应,尤其是四门两盖区域约 70 套台车夹具。采用电源转换器降压与替换夹具上阀岛单元相比投入的硬件成本仅是后者的 3% ,同时节省一周的导入工时,对项目成本起到了降本增效的作用。该方案也推广到其他基地实施,例如在济南某工厂的焊装车间导入时采用了该方案节约了项目硬件成本投入及工时投入。
结束语:本文详细探讨了利用电源转换器实现不同电压等级下两种总线协议系统的融入,从问题描述到方案论证讨论及现场的实施效果,全面系统地分析了此方案的优势。从最小程度上改造台车夹具的硬件电路从而达到快速导入的目的,同时在项目实施中又起到将本增效的目的。未来随着工业自动化、智能化的发展会有更多各种各样的总线系统融入到某一总线内进行信息互通,希望有类似应用的场景可以参考该方案。
参考文献:
[1]基于现场总线的协议转换器设计与应用 [A] . 戈瑞 . 2012
[2]自动化控制系统中多现场总线兼容性问题探讨——以太网和现场总线的互连 [A] . 滕斌 . 2004
[3]基于工业现场总线的多协议转换网关设备 [J] . 侯红磊 ,陈波 . 电子元器件与信息技术 . 2024,第 3 期
.jpg)
.jpg)
.jpg)