.jpg)
封严槽电火花加工电极设计技术研究

曾炜玥 黄双江 何哲鹏
湖南星途航空航天器制造有限公司 湖南株洲 412002
1.前言
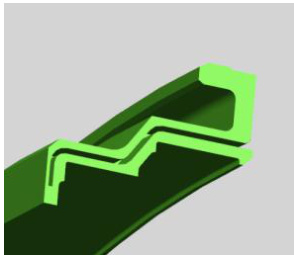
涡轮外环组件 (见图 1)是典型薄壁环类零件,零件加工工序长,尺寸精度要求高,根据装配要求, 涡轮外环组件加工完成后,通过线切割工序,分离成多个块体,最终通过组合连接起来,而组合连接处为封严槽,由于封严槽结构较为复杂,受加工限制,需采用电火花的方式进行加工,因此对加工合格率带来了极大的挑战,且电火花工序处于末位工序,加工不合格直接影响零件交付。
图 1 涡轮外环组件零件示意图
1. 研究(攻关)内容
2.1 技术难点
2.1.1、涡轮外环组件电火花加工封严槽合格率低
如图 2 所示,电火花工序设计图可以看出,封严槽加工部分为曲线型面,型面宽度仅有 0.4,且各部分尺寸仅有 ±0.1 的公差,极难控制,需要靠成型电极去保证尺寸。
2.1.2 电极容易变形,制造难度大;
由电极设计图可以看出,电极尺寸根据零件加工型面设计,为了满足加工要求电极公差仅为零件公差的 1/10-1/5 且有形位公差要求,厚度仅有 0.28mm ,电极加工容易变形,制造难度较大。
2.1.3 电极保存方式与电极装夹方式导致电极变形,零件加工超差;
从电极结构可知,薄壁类型电极,不仅在加工过程中容易变形,实际使用过程中,也有变形的情况发生,主要原因有两方面,一方面为电极保存不当,导致电极制造回来以后受外部因素影响,加工零件的前已经发生局部变形,另一方面电极装夹方式不合理,导致电极装夹后已经是变形状态。
3.技术方案
为解决涡轮外环组件封严槽难加工问题。进行了以下几方面进行技术改进:
1、分析电极图纸,验算电极尺寸,分析电极材料是否适用于零件加工,确保电极各尺寸的合理性,从而排除设计问题导致零件加工尺寸不合格。
2、跟进电极制造情况,通过与电极制造厂家沟通,采用精密慢走丝切割机进行电极加工,且制造了相应的加工辅助夹具, 且加工后通过辅助夹具,将电极放入辅助夹具进行自然时效处理一断时间,防止电极加工后的一断时间发生自然变形。
3、分析电极变形的原因,采用制造后检验,加工前检验二合一的方式,防止电极制造与电极加工零件电极状态不一致,中途有变形的情况发生。
4、通过分析电极变形方向,改进电极夹头,提高装夹精度,减小装夹误差,保证电极加工稳定性。
5、 加工前零件装夹后找正零件与电极,确保减小加工误差。
4.实施过程
4.1 解决涡轮外环组件电火花加工封严槽电极设计问题
为提高封严槽加工合格率,从零件设计图中可以看出,由于各尺寸综合因素的影响,封严槽加工合格与否与电极有着直接关系,因此在符合设计原理的情况下,提高电极尺寸的设计精度,且在电极各个型面之间的平行度、垂直度等形位公差进行了要求。
4.2 涡轮外环组件电火花加工封严槽电极制造问题分析及措施
电极设计图纸的尺寸精度要求较高,实际上加工过程中,尺寸加工难度较大,主要受加工方式的影响:
(1)实际电极加工过程中,避免变形,考虑过多种电极材料(石墨、钨铜、紫铜),石墨电极成本较高,且对机床要求较高,不满足目前的生产条件;紫铜与钨铜性能具有相似性,综合考虑后选择紫铜作为电极材料,一方面成本较低,同时加工容易保证尺寸。
(2)电极的结构同样影响电极加工零件的质量,从目前的加工情况来说,制作了两种结构的电极,一种为整体式结构,才用块体直接加工成型电极,此加工方法的好处是减小电极的伸出长度,最大程度避免变形,实际加工时发现加工困难,尺寸难以达到,另一种方式为电极 + 夹头的方式进行,电极单独加工,配合电极夹头、校准夹具来保证电极尺寸,此方法更具合理性。
(3)电极制造完成后,需对电极进行检验,由于薄壁类电极仅有 0.28mm 厚度,极易发生变形,因此电极使用前,通过目视检查表面是否有肉眼可知的变形现象,若有变形,可通过相应的辅助夹具对电极尺寸进行校型,校形不合格应及时停止使用,以确保电极尺寸的合格性,且辅助夹具应根据电极型面配做,配合面间隙不大于 0.03,使用时可以做校型使用,也可作为电极合格性验证,将电极通过校型夹具凹槽,电极能够轻松通过即可判定电极合格。
4.3 涡轮外环组件电火花加工改善加工方法问题分析及措施;
成型电极加工零件需要配合电极夹头使用,此电极属于薄壁类工装,根据电极装夹经验,电极加工时需要设计一种与电极型面匹配的夹头,用夹头装夹电极,通过夹头约束电极,保证电极加工时排除装夹误差的影响。电极夹头做成分体式,上下分别与电极型面配做,电极夹头也属于辅助工装,因此尺寸精度取值应满足相应的公差取值要求,且与电极配合型面尺寸应保证间隙取值不大于 0.03,上下、左右均通过螺钉固定,以保证电极装夹可靠性。
5 结论
本次攻关通过对涡轮外环组件电火花工序尺寸分析与讨论,对可能出现的技术难点进行总结,分析确定为提高涡轮外环组件加工合格率,合格的电极是一个非常重要的影响因素,通过设计电极,改善电极装夹方式,减小电极的变形,调整合适的加工参数,做到了零件合格率达到了 95% ,具体批次号件 22-1,本批次零件计划数量 54 件,实际合格零件 52 件,满足生产要求。
6 推广情况
1.将该攻关改进方法推广至薄壁电极的制造与加工上,以后类似的封严槽类零件问题便可得以解决。
2.将该攻关改进方法进行推广,与技术人员、制造厂家进行分享。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)