.jpg)
一种高效厨余垃圾好氧发酵设备的设计与关键系统分析

曾德勇
长沙中联重科环境产业有限公司 湖南长沙 410000
中图分类号:TH69 ; X799.3 文献标识码:A
1 引言
厨余垃圾作为城市固体废弃物的主要组分,具有高有机物含量、高含水率、易腐烂等特点。好氧发酵因其产物(有机肥料)资源化价值高、过程相对可控且环境友好,被公认为厨余垃圾处理的核心技术之一。然而,传统堆肥方式存在占地面积大、发酵周期长、环境异味重、机械化与自动化程度低等问题,制约了其大规模应用。高效、集约化、智能化的发酵反应器装备开发成为推动厨余垃圾好氧发酵技术工程化应用的关键。
本文提出一种集成化、模块化的厨余垃圾好氧发酵设备设计方案。该设备采用独特的双 U 型仓体结构,集成高效的卧式双螺带搅拌系统与夹套导热油加热系统,并配备智能电控系统,旨在实现厨余垃圾在有限空间内的高效、快速、均匀发酵,显著提升处理效能与自动化水平。
2 设备总体结构与工作原理
2.1 总体结构
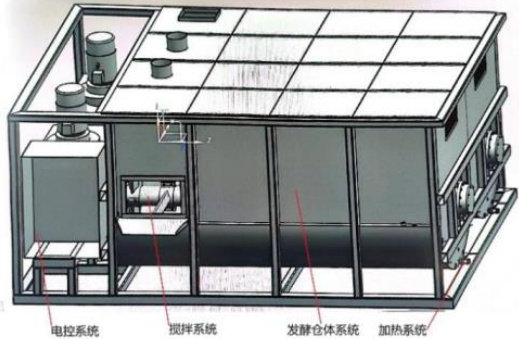
本设备主要由以下四大系统构成(图1):
发酵仓体系统: 核心为两个并行的U 型截面仓体,采用不锈钢制造。
搅拌系统: 每个U 型仓体内配置一套独立的卧式双螺带搅拌器及其驱动
加热系统: 在仓体外壁焊接形成密闭夹套,夹套内充注导热油,采用浸入式电加热棒加热导热油。电控系统: 基于 PLC 实现对整个设备的自动化控制,包括搅拌启停与调速、加热温度设定与闭环控制、氧气浓度监测与通风控制、运行状态监控与故障报警等。
2.2 工作原理
预处理后的厨余垃圾通过进料口送入U 型发酵仓。启动搅拌系统,双螺带搅拌器使物料在仓内充分混合并引入氧气。加热系统通过夹套内的热导热油,将热量均匀传递给仓壁进而加热内部物料,维持最佳发酵温度(通常50-60℃)。电控系统实时监测仓内温度、氧气浓度等关键参数,自动调节搅拌速度、加热功率以及通风量,为微生物创造最优生长代谢环境,加速有机物的降解与稳定化。发酵完成后,腐熟物料由出料口排出。
3. 双U 型发酵仓体设计
结构设计: 采用双 U 型并联设计。U 型截面由底部半圆柱体(半径 R=0.7m)和上部垂直侧壁(高度 H≥R)构成。单个U 型仓体的有效容积设计为 6m³。根据 U 型截面面积计算有效长度 L:
U 型截面面积 S≈ 半圆面积 + 矩形面积
S= (1/2 * π * R²) + (2R * H) =(1/2*) 3.1416 * 0.7²) + (1.4 * 0.7) 8≈1 .7497 m²有效容积 v=S * L = 6 m³ ,有效长度 L = V / S≈ 6 / 1.7497 ≈ 3.43 m。
考虑到进料/出料便利性及物料堆积角等因素,实际设计长度L 取4.0m。仓体顶部设置密封盖板(带进料口和抽风口),侧壁设置测温、测氧探头接口、进风口及出料口。
材质选择: 主体选用304 不锈钢,具有良好的耐厨余垃圾腐蚀性、足够的强度和焊接性能。夹套同样采用 304 焊接而成。
双U 型仓体设计具有混合效率高,结构强度好,容积利用率高及传热均匀的特点。
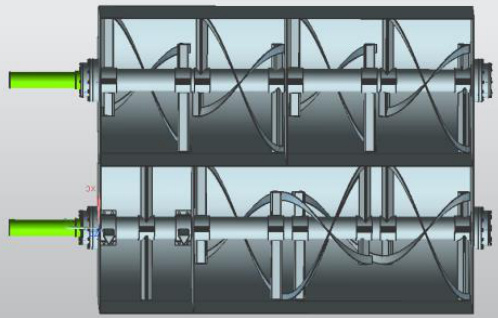
4. 卧式双螺带搅拌系统设计与计算
4.1 搅拌器选型说明
厨余垃圾在发酵初期含水率高(60-85%)、粘稠、易结团;随着发酵进行,水分降低、物料逐渐蓬松但仍具有一定粘性和纤维韧性。针对这种高粘度、非牛顿流体特性显著且状态变化的物料:
螺带式搅拌器优势:
1)适应高粘度: 螺带叶片提供大面积推挤作用,产生良好的径向和轴向整体流动,特别适合高粘度及粘弹性物料。2)混合均匀性佳: 双螺带设计强化了物料在中心与仓壁间的交换,减少分层和死区,确保温度、水分、氧气和微生物分布均匀,这对发酵效率至关重要。
3)温和剪切: 相对于涡轮、桨叶等,螺带对物料的剪切作用相对温和,有助于保持物料结构(如形成的孔隙利于通风),减少对功能性微生物菌丝的破坏。
4)自清洁能力: 螺带旋转有助于将粘附在仓壁上的物料刮下,减少物料挂壁和结壳。
与其他类型比较:
1)桨叶/涡轮式: 适用于中低粘度,在高粘度厨余垃圾中功耗剧增、混合效果差、易形成死区
2)锚框式: 清除壁面效果好,但轴向混合能力弱于螺带式,中心区域混合可能不足。
3)螺杆式: 轴向输送强,但径向混合弱,单螺杆易形成中心空洞。双螺杆成本高且复杂。
因此,卧式双螺带搅拌器是本设备处理厨余垃圾发酵物料的理想选择。
4.2 搅拌功率计算
搅拌功率是驱动电机选型的核心依据。采用适用于高粘度流体螺带搅拌的永田进治修正公式进行计算:P=Kp* ρ * n³ * di⁵ / (102 * g) 式 4-1式中
P:搅拌功率 (kW)
Kp:功率准数 (无量纲)
ρ:物料密度 (kg/m3 ) 厨余垃圾平均密度取 800 - 1100 kg/m3 ,计算取 ρ = 1050 kg/m³n:搅拌转速 (r/s) 设计转速范围 8-15 rpm,取中间值 n= 12 pm=1/5 r/sdi:搅拌器直径 (m) 取略小于仓内宽(≈1.4m), di = 1.3 m
g:重力加速度 (9.8 m/s²)
Kp 的确定:对于双螺带搅拌器,Kp 与雷诺数 Re、搅拌器几何结构(螺带宽度 b、螺距 s、螺带数量)有关。对于双螺带搅拌器在过渡流和层流区,Kp 值通常在 100-400 范围,参考类似高粘度物料搅拌设计经验,取 Kp = 200,根据式 4-1,计算功率如下:
P= 200 * 1050 * (1/5)³ * (1.3)⁵ / (102 * 9.8)=6.2 KW
进一步考虑物料填充率、启动扭矩(通常为运行扭矩的 1.5-2.5 倍)、传动效率(齿轮减速机η ≈0.9) ,并留有一定裕量,取启动系数为=2.0,电机功率需满足启动需求:
P 电机=P*启动系统/η=6.2*2/0.9=13.8 KW结论:通过计算,搅拌功率选用 15kw。
4.3 搅拌轴强度计算(最小轴径)
搅拌轴主要承受扭矩T 和弯矩 M。初步设计按纯扭转载荷估算最小轴径,此处计算最小轴径。
材料选择: 选用45 号钢(调质处理),其许用切应力[τ]取 40 MPa (4×107 Pa)。轴传递的根据电机功率 P = 15 kW=Φ 15000 W,转速  rpm =1/5Δr/s 。
rpm =1/5Δr/s 。
扭矩 T = P / ( 2*π* n) = 15000 / (2 * 3.1416  (1/5)) = 15000 / (1.2566) ≈ 11937 N·m 按纯扭转强度计算最小轴径dmin:
(1/5)) = 15000 / (1.2566) ≈ 11937 N·m 按纯扭转强度计算最小轴径dmin:
τ_max = T / Wt ≤ [τ]
式 4-2
实心圆轴抗扭截面系数 : Wt = π * d³ / 16根据式 4-2 及式 4-3 可得: d³ ≥ (16 * T) / (π * [τ])由式 4-4 可得 Δd3⩾ (16*11937)/(3.1416*4×107)d³ ≥15.2×10-4 m3
式 4-3式 4-4d≥115 mm
考虑安全因素与键槽影响:上述计算未考虑搅拌产生的弯矩(尤其是不均匀物料或启动时)、可能的振动载荷以及键槽对轴强度的削弱。
结论:搅拌轴(与搅拌器连接的危险截面处)的最小直径应不小于 115mm (常用标准轴径系列: 50, 60, 65, 70, 75,
0,115,125,160,200...)。预留合理的裕度,并结合选定的减速机电机及联轴器型号,初步选定轴径  160mm。
160mm。
5. 夹套导热油加热系统计算
5.1 加热需求分析加热系统需满足两大热负荷:
1)Q1 (维持热损失): 补偿发酵仓在设定工作温度(T x=55∘ C)下向环境(T 环,取冬季不利工况 5∘ C)散失的热量。2)Q2(升温所需热量): 将投入的初始物料(T 初,取15°C)和仓体本身加热到工作温度所需的热量(通常在设备启动或新批次投料时一次性投入)。
5.2 热损失计算 (Q1 维持阶段)
传热面积 (A): 考虑夹套覆盖U 型仓的侧壁和底部。忽略顶部和端部小法兰面积。
单个U 型仓侧壁周长近似为两个半圆加两侧直边:
 *R + 2*H + 2*R = π*0. 7+2*0. . 7+1.4≈2 .199 + 1.4 + 1.4 ≈ 4.999 m (取 H=R=0.7m)。
*R + 2*H + 2*R = π*0. 7+2*0. . 7+1.4≈2 .199 + 1.4 + 1.4 ≈ 4.999 m (取 H=R=0.7m)。
有效长度L=4.0m,侧壁传热面积 :
AM=C * L ≈ 4.9  20.0 m²
20.0 m²
两端面积:
 * R2 +2*2R*H≈ 3.1416 * 0.7 * 0.7+2*2*0.7*0. 7≈3.5 m²总传热面积 A8≈A19+A84≈20. .0 + 3.5 ≈ 23.5 m²
* R2 +2*2R*H≈ 3.1416 * 0.7 * 0.7+2*2*0.7*0. 7≈3.5 m²总传热面积 A8≈A19+A84≈20. .0 + 3.5 ≈ 23.5 m²
传热系数 (K): 总传热热阻包括:夹套内导热油对流热阻、夹套钢板导热热阻、保温层导热热阻、保温层外空气对流热阻。对于有良好保温(80-100mm)的工业设备,K 值通常在 0.3-0.6 W/m2 ·K 范围。取 K=0. .5 W/m2 ²·K 进行估算。
热损失功率 Q1=K*A 总*(T 工-T 环)=0.5*23.5*(55-5)=587W=0.587KW(单仓)
考虑设备法兰、支撑、管道等处的“桥接”热损失,乘以安全系数 2,Q1=1.17 KW(单仓维持热损失)5.3 物料升温所需热量计算 (Q2- 升温阶段)
1、物料升温:
有效物料质量 m = V * ρ * η= 6 * 1050 * 0. .85 ≈ 5355 kg (ρ为密度,η为填充率)
物料平均比热容 c  3500 J/kg⋅K (厨余垃圾含水率高,比热容约在2500-3500 J/kg⋅K ,取c Σ=Σ 3000 J/kg·K) 物料温升 Δ .T-=55-15=40∘ C
3500 J/kg⋅K (厨余垃圾含水率高,比热容约在2500-3500 J/kg⋅K ,取c Σ=Σ 3000 J/kg·K) 物料温升 Δ .T-=55-15=40∘ C
 c * ΔT = 5355 * 30 )0*40≈6.426 ×10⁸ J2、仓体(钢)升温:
c * ΔT = 5355 * 30 )0*40≈6.426 ×10⁸ J2、仓体(钢)升温:
估算仓体(含夹套)钢材质量 m≈ 2500kg (建模估算)
钢材比热容 =≈500 J/κE⋅K 仓体温升 ΔT=40∘ C (同物料)
 c *
c *  总升温热量 Q2:
总升温热量 Q2:
Q2=Q3+ΔQ4≈ 6.426×10⁸ + 5.  26×10⁸ J升温所需时间与功率: 设定升温时间 t=8h= 28800 秒。
26×10⁸ J升温所需时间与功率: 设定升温时间 t=8h= 28800 秒。
P=Qz / t≈ 6.926×10⁸ / 28800 ≈ 24048W ≈2 4 kW (单仓)
5.4 加热系统功率配置
单仓总加热需求:维持功率: 1.17kW (连续运行);升温功率: 24 kW (在前期投料升温阶段运行,按8 小时计)。实际工程中,微生物发酵过程自身会产生大量生物热(好氧发酵产热强度可达50-150 ℜ/m3 物料)。在升温后期及高温维持期,这部分热量可抵消甚至超过热损失。加热系统主要用于启动初期的升温和寒冷天气下的辅助保温。考虑利用生物产热,实际配置的加热功率可显著低于理论最大升温功率。
加热功率配置方案:
单仓维持热损失较小(约1.44kW),但考虑极端天气和系统可靠性,配置功率应远大于此值。
为满足在 8 小时内升温需求,同时兼顾运行经济性,为单个U 型仓配置 24 kW 的电加热功率是合理的选择。这24kW 功率可平均分配给多根浸入式电加热棒(如 12 根×2kW)。对于双仓设备,总加热功率约为 48kW。电控系统可分区控制,每个仓独立调温。
6. 智能电控系统设计
电控系统是设备自动化、安全高效运行的核心,基于PLC 构建:
1)核心控制器: 选用工业级 PLC。
2)温度控制:多点布置在物料内部、夹套导热油进出口、关键设备表面,具备超温报警和联锁停搅拌控制:控制搅拌电机的启停、正反转、变频调速,监测电机电流,过载报警及保护。
4)氧浓度监测与通风控制:在仓体顶部安装氧气传感器,根据氧浓度自动启停曝气风机或调节真空泵抽气速率,保证好氧环境,可定时或按需进行强制通风。
5)过程监控与数据记录: 人机界面实时显示温度、氧浓度、加热状态、运行时间等关键参数。
6)安全联锁:仓门开启时搅拌器自动停止,超温、电机过载、油温过高、油位低等故障报警及紧急停机。
7. 结论
本文设计了一种处理厨余垃圾的双U 型好氧发酵设备,详细阐述了其核心组成部分:双 U 型发酵仓体、卧式双螺带搅拌系统、夹套导热油加热系统和智能电控系统。该设计具有高效混合与传热、适应性强、稳定可靠、智能化运行等显著优势。该设备为厨余垃圾的高效、快速、资源化处理提供了一种切实可行的工程化解决方案,已经应用于数十个厨余垃圾处理项目,运行稳定,取得了良好的经济效益。
参考文献
[1] 李欢, 金宜英, 聂永丰. 厨余垃圾好氧生物处理技术及装置研究进展[J]. 环境工程学报, 2013, 7(3): 785-79
[2] 成大先. 机械设计手册[M]. 北京: 化学工业出版社. 2016. (搅拌功率、轴设计相关章节).
[3] 史美中, 王中铮. 热交换器原理与设计[M]. 南京: 东南大学出版社. 2
[4] 导热油炉及系统设计选用手册[S]. 某导热油/电热棒制造商技术资料.
作者简介:曾德勇,学士,工程师,研究方向为机械设备设计与餐厨垃圾处理工艺研发。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)