.jpg)
自动揉捻机组电控设计

刘庚强 黄隆胜
广东省现代农业装备研究所 广东广州510630
关键字:自动揉捻机组组成;电控系统
0 引言
揉捻是绝大部分茶叶加工中重要的工序,对茶叶外形和内质的形成都起到重要作用,揉捻是指通过外力作用,通过搓、揉等的方式,茶叶形成条索状, 的过程,并为进一步加工做准备。经揉捻后,茶叶细胞被破坏,儿茶素与多酚氧化 导致香气成分大量形成,对红条茶来说,随着揉捻程度加深,细胞破坏率提高,溢出的茶汁愈多, 茶叶内氧化反应加快,导致茶叶香气转换和提升,提高茶叶滋味,加强对茶叶加工揉捻技术的研究,尤其是提高茶叶揉捻技术的自动化和标准化水平,来降低人工参与程度。
1 自动揉捻机组组成
自动揉捻机组由进料部分、揉捻部分、出料部分。进料部分由鹅式提升机、进料分配航车、下料口等组成。揉捻部分由揉捻机组、压盖、传动轴、压盖电机、楺桶、出料阀门等组成。 出料部分由出料阀口 、出料输送机、气缸等组成。
图 1
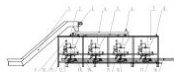
1 鹅式提升机、2 左限位开关、3 航车电机、4 航车皮带、5 航车、6 皮带电机、
7 下料口、8 右限开关、9 压盖上限位、10 压盖中限位、11 压盖电机、12 压盖下限位
13 压盖、14 光电开关、15 下料阀门、16 揉桶、17 出料电机、18 出料机。
2 电控系统硬件选用
PLC 主机选用DVP32ES200R 台达PLC 广泛应用于各种工业自动化机械,台达PLC 除了具有快速执行程序运算、丰富指令集、多元扩展功能卡及高性价比等特色外,并且支持多种通讯协议,均支持MODBUS 主/从站模式;DVP-32ES2 提供32 点 I/O 主机,可搭配各种运动控制指令 。
PLC 辅助模块选用DVP04AD 模拟信号输入模块可接受外部 4 点模拟信号输入 (电压或电流皆 可),并将其转换成 14 位的数字信号,通过主机以指 $\ntriangle { \cdot } \stackrel { \triangledown } { \boldsymbol { \cdot } }$ FROM/TO 来读写模块内的数据。
触摸屏选择台达触摸屏DOP-115WX,台达触摸屏(人机界面)提供多样化的通讯端口方便于与各式各样的设备作通讯,触碰式面板可让操作者直觉的进行参数设定,编辑所需要的呈现画面,支持 RS232/RS485/422 三组串口,人机界面又名触摸屏是一种提供操作者与自动化设备沟通的数字产品。
变频器选择三晶VM1000B 系列高性能矢量型变频器,采用国际主流的32 位DSP 作为主控芯片,其运算速度快,控制精度高,具备强大的控制性能,RS-485 通讯,标准Modbus 协议 ,三种通道:操作面板给定、控制端子给定、串行通讯口给定。
3 自动揉捻机组流程
自动揉捻机组状态分成待机状态、装料状态、暂停状态、揉捻状态、出料状态、等待出料。
按下自动揉捻,提升机启动,整个航车左移直到触发了左限位开关,航车停止移动,航车皮带电机开始正转,先进料1 号楺桶直到满料(触发光电开关),航车皮带反转,开始3 号楺桶进料,3 号楺桶进满料,航车右移直到右限位开关, 皮带正转装2 号楺桶,直到装满,皮带开始反转4 号楺桶开始进料,直到进满为止。
自动揉捻机组运行,按下自动揉捻开关,1 号揉捻机进入装料模式,其它揉捻机的状态进入待机状态,1 号揉捻压盖电机正转带动整个压盖上升,压当盖上升到最高点,触发上限感应电光开关,压盖电机停止运行,此时压盖已经完全打开,航车向左开始移动直到触发左限位开关后航车停止移动 ,提升机开始运行,航车皮带正转。茶叶通过提升机输送到航行皮带,再由航车通过落料口输送到揉桶,当楺桶里的茶叶装满,触发到揉桶上面的光电开关时,视为揉桶装满茶叶,提升机、航车停止运行。1 号揉捻机装料状态结束进入揉捻状态,
压盖电机反转,压盖下降,当压盖触发到中间限位开关(压盖与揉桶上沿齐平),压盖停止下降,在变频器驱动下揉捻机开始低速旋转,运行三分钟后,使桶里的茶叶比较平整,方便接下更好压紧茶叶,压盖再次下降,直到触发到下限位,把桶里的茶叶压紧,
揉捻模式有15 种工艺可供选择,根据茶叶品种,萎凋后茶叶水份,环境气温、湿度等因素、设置揉捻的时间、揉桶转速、开启或关闭,并保存在工艺1 至工艺 15。每种工艺可以设置总段数最多为 5 段。每段可设时间为1 至10 小时,频率可设 0 至 50 赫兹。自动揉捻开始后,从段号1 开始运行,当段号1 运行后所设的时间后自动跳入段号 2,段号2 开始运行所设的时间,跳入运行段号3 的时间直到运行到最后段号完,系统进入一下步工序出料模式,
揉桶采用直径 70CM,高度66CM,中间限位开关为基点,压盖向上移50CM 到上限开关,压盖下移40 到下限开关,
从段号 1 开始运行,当段号1 运行后所设的时间后自动跳入段号 2,段号2 开始运行所设的时间,跳入运行段号3 的时间 直到运行到最后段号完。视为自动揉捻结束,系统进入一下步工序出料模式,其人机界面如图所示。
春季是茶叶生长的最佳时期,气温适中,雨水充沛,使得春茶比较嫩,揉捻加压应该先轻后重,逐步加压,轻重交替,即先空揉理条,然后轻压,后逐渐中压、重压,段号1 先轻压轻揉,设压盖下降10CM,揉捅变频器频率25Hz ,转速570r/min,揉捻时间为5 分钟,段号2 逐步压力、提高揉桶速度,设压盖下降20CM,揉捅变频器频率30Hz ,转速850r/min,揉捻时间为 10 分钟,段号3 空揉理条,设压盖回到原点,揉捅变频器频率30Hz ,转速850r/min,揉捻时间为5 分钟,段号4 继续加压,设压盖下压40CM,揉捅变频器频率45Hz ,转速1140r/min,揉捻时间为20分钟,段号5最后加压,但不宜揉捻太久,设压盖下压50CM,揉捅变频器频率45Hz ,转速1140r/min,揉捻时间为5 分钟. 当运时完自动揉捻工艺后,系统进入出料状态。
经过揉捻后茶叶成条索状,茶汁渗出变得粘性,容易粘附在桶壁上,用揉桶低速一边运行一边出料的方式,能更顺畅出料,减少茶叶残留,进入出料状态后,压盖电机正转上升到中间限位开关后停止,气缸推动出料阀门打开,出料皮带开始运行,揉桶低速在底盘一边旋转运行一边出料,当揉桶运行到低盘 1/4 时就暂停一分钟,再继续运行1/4 直到停止在进料原点,将完成揉捻的茶叶输送到下一个工序,揉捻状态结束后1 号揉桶进入待机状态,等待下一次进料。
小结 自动揉捻机组电控系统的设计,实现了揉捻机组茶叶自动进出料、均匀摊料、及准确控制茶叶的揉捻程度,提高成品的一致性和稳定性,节约了茶叶工序的劳动力保证揉捻机组的加工自动化运行。
参考文献
[1]佘小明, 张先锋, 钟应富, & 孙志强. (2011). 基于 plc 控制的自动化茶叶揉捻机组研究. 南方农业, 5(3), 4.
[2] 李 玉 胜 . 介 绍 一 种 连 续 化 红 茶 生 产 线 [J]. 农 业 知 识 , 2014,000(012):28-29.DOI:10.3969/j.issn.1000-8241(x).2014.12.017.
[3] 赵 进 , 张 越 , 赵 丽 清 , 等 . 茶 叶 揉 捻 机 组 自 动 控 制 系 统 设 计 [J]. 中 国 农 机 化 学 报 , 2019,40(2):5.DOI:10.13733/j.jcam.issn.2095-5553.2019.02.23.
[4]刘庚强, 胡光华, 李浩权,等. 广东绿茶连续自动化加工生产线工艺技术研究与应用[J]. 现代农业装备,020, 41(1):4.
[5]刘庚强, 胡光华, 黄隆胜,等. 桑叶绿茶连续化加工生产线加工工艺研究[J]. 现代农业装备, 2022(003):04
.jpg)
.jpg)
.jpg)
.jpg)