.jpg)
低碳钢冲压回弹控制技术研究与实践

苏健
攀枝花技师学院
一、 引言
(一)行业与竞赛背景
世界技能大赛建筑金属构造项目对选手的要求极为严苛,选手需在 22 个小时内完成竞赛试题,且选手需未满 22 周岁,绝大多数为中高职学校学生;该项目对构件精度的要求极高,根据世赛评分标准,尺寸公差需控制在 ±0.5mm,角度偏差需控制在 ±1°(图 1 引用世赛评分标准)。
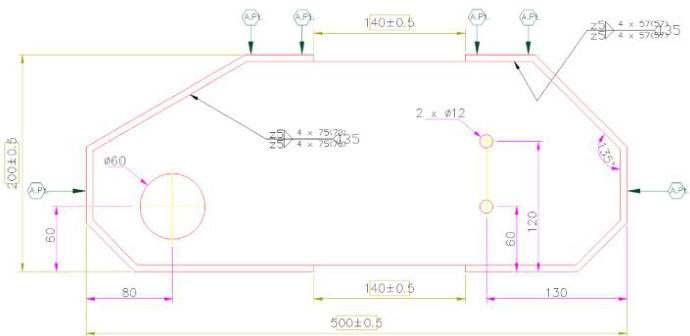
Q235 低碳钢因其成本低、焊接性好等特点,在竞赛中被广泛应用,但它屈服强度低的特性导致回弹现象显著。回弹对竞赛成绩的影响不容小觑,以第 42 届世界技能大赛试题图 2 铲车履带板为例,右侧理论折弯角度为 135∘ ,实际回弹后变为 136.5°,直接被扣 1 分。
图 1
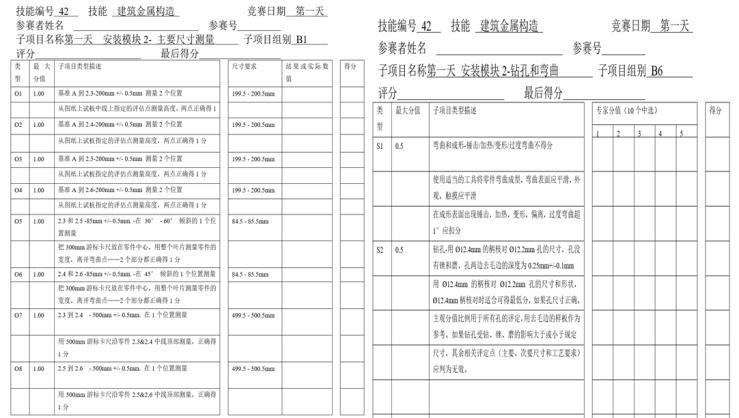
图 2
(二)教学痛点
在传统教学中,对于低碳钢冲压回弹的控制仅依赖经验公式,如回弹角 ≈0.4× 材料厚度/下模开口,这使得学生在实际操作中的调整效率极低。同时,学生对于多因素耦合影响,如折弯线夹角等因素对回弹的影响认知不足,难以应对复杂的实际情况。
(三)论文创新点
本研究将竞赛中出现的实际问题转化为教学案例,开发了“理论-仿真-实操-反馈”的闭环训练体系,有助于学生更好地理解和掌握回弹控制技术。此外,提出了模块化模具设计,能够适配不同厚度 Q235 板材的回弹补偿需求,提高了教学和实践的灵活性与适用性。
(四)研究意义与创新点
本研究在教学方面,为职业教育中冲压工专业的教学提供了新的思路和方法,有助于提升学生的实践能力和解决实际问题的能力;在竞赛方面,能够帮助选手更好地应对竞赛中的回弹问题,提高竞赛成绩;在技术应用方面,所提出的回弹控制技术方案可应用于实际生产。其创新点在于将竞赛与教学紧密结合,形成了一套切实可行的训练体系和技术方案。
(五)研究方法与技术路线
本研究采用理论分析、实验研究和实践验证相结合的方法。首先,对 Q235 低碳钢的回弹特性进行理论分析,结合竞赛构件的特点,找出回弹敏感区域;然后,通过正交试验等方法优化压弯机工艺参数,开发模块化补偿模具,并制定学生操作规范;最后,将所设计的技术方案应用于教学和竞赛中,验证其有效性。
二、Q235 低碳钢回弹特性与竞赛构件分析
(一)材料性能与回弹机理
Q235 低碳钢的关键参数为:屈服强度 235MPa,弹性模量 210GPa,r 值≈1.5。与高强度钢相比,Q235 低碳钢屈服强
度较低,在冲压过程中更容易产生回弹现象。
建筑金属构造项目竞赛中典型的工艺包括 V 型折弯、U 型卷边、多步压弯等(附竞赛图图 3。这些工艺在操作过程中,由于材料的弹性变形,极易出现回弹,影响构件的精度。
图 3
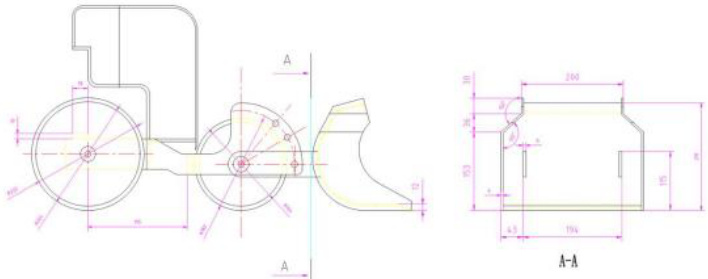
(二)竞赛构件的回弹敏感区域
案例 1:图 3 侧板(132° 折弯,回弹导致角度超差)。在该案例中,由于折弯角度较大,材料在折弯后的弹性恢复较为明显,导致实际角度与设计角度存在偏差。
案例 2:图 3 弧形顶面件(回弹导致曲率半径偏离)。连续压弯过程中,材料受到多次外力作用,回弹的累积效应使得弧形顶面件的曲率半径难以控制,容易出现偏离设计值的情况。
案例 3:图 3 连接孔板(回弹引发孔位偏移)。连接孔板的孔位精度对装配质量至关重要,而回弹会导致孔位发生偏移,进而影响整个构件的装配精度和稳定性。
三、回弹控制技术方案设计(核心技术章节)
(一)压弯机工艺参数优化
采用正交试验设计(L9 阵列)来优化压弯机工艺参数。选取的因素包括下模开口宽度(8t/10t/12t,t 为料厚)、冲压速度(5/10/15mm/s)、保压时间(2/5/8s);考核指标为回弹角 (1.5∘ )、表面质量(目测无明显回弹痕迹)。
通过实验得出,最优组合为 10t 开口+10mm/s 速度 +55 保压。在该参数组合下,能够有效控制回弹角在允许范围内,同时保证构件的表面质量。
(二)模块化补偿模具开发
设计了可更换垫片的模块化补偿模具,在凸模工作面嵌入不同厚度(0.1~0.5mm)的 SKD11 垫片,实现过弯补偿。在教学应用中,学生通过更换不同厚度的垫片,能够快速验证补偿效果。例如对于 1.5mm 板厚的 Q235 板材,使用0.3mm 的垫片可达到较好的回弹补偿效果,帮助学生直观地理解模具补偿对回弹控制的作用。
(Ξ) 学生操作规范提升
制定了 “三步校正法”的学生操作规范:
预判:根据板材纹理方向调整折弯线,当折弯线与材料纹理方向夹角较小时,回弹会增加 15% 左右,需提前做预判。
测量:使用数显角度尺实时检测折弯角度,及时对比理论值,掌握回弹的实际情况。
补偿:按照 “回弹量 ≈0.5°× (板厚/下模开口)”的经验公式进行微调,以补偿回弹带来的角度偏差。
四、教学实施与竞赛验证
(一)训练体系设计
采用四阶段教学法:
阶段 1:回弹理论课(含仿真演示)。通过理论讲解和仿真演示,让学生了解回弹产生的机理、影响因素等基础知识,建立对回弹控制的初步认识。
阶段 2:参数优化实验(每组学生测试 3 种工艺组合 )α 让学生亲自动手进行实验,探究不同工艺参数对回弹的影响,培养学生的实验设计和数据分析能力。
阶段 3:模具补偿实操(记录角度、厚度与回弹量关系)。通过实际操作模块化补偿模具,让学生掌握模具补偿的方法和技巧,建立角度、厚度与回弹量之间的关系认知。
阶段 4:模拟竞赛(限时完成带回弹的构件)。模拟真实竞赛环境,让学生在规定时间内完成构件的加工,检验学生对回弹控制技术的综合应用能力。
(二)竞赛验证结果
通过采用本研究提出的回弹控制技术方案,学生在训练中的回弹控制合格率从 65% 提升至 95% 。在 2024 年第 47 届世界技能大赛上,建筑金属构造选手凭借扎实的技术功底和出色的回弹控制能力,勇夺金牌,充分验证了该技术方案的有效性和实用性。
五、结论与推广价值
(一)结论
模块化模具的应用降低了学生调试时间 40%,提高了训练和生产效率。
“三步校正法”使学生操作失误率下降 60%,提升了学生的操作规范性和准确性。
(二)教学推广
本方案已纳入校本教材《冲压工职业技能等级认定(基础知识)》、《冷作钣金加工识图与制图》,并配套了微课案例,为冲压工技能培养提供了有力支持。
本文通过系统研究和实践,提出了针对低碳钢冲压回弹控制的有效方案,不仅提升了学生在竞赛中的竞争力,也帮助相关企业提升产品质量和生产效率,推动行业整体技术水平的进步。
参考文献:
[1] 林忠钦《板料冲压成形与回弹控制》2015
[2]《第 45 届世界技能大赛建筑金属构造项目竞赛规程》
作者简介:苏健,中共党员,本科学历,高级技师
.jpg)
.jpg)
.jpg)
.jpg)