.jpg)
相控阵超声检测在钛焊缝检测中的实际应用

王欢
上海贤达美尔森过程设备有限公司 上海市 201411
中图分类号:TG115.28 文献标志码:A
钛压力容器以其良好的耐腐蚀性能和加工、焊接性能,大量应用于化工、湿法冶金及特种化学品行业。目前对钛压力容器焊接缺陷的检查以射线检测和渗透检测为主。近年随着超声技术的发展,特别是相控阵超声,以可记录、图像可视化、无辐射和检查速度快等优势,有代替射线检测的趋势。
1 原理
1.1 相控阵超声检测
相控阵超声检测(Phased-array Ultrasonic Testing)(以下简称“PA”),是根据设定的延迟法则激发相控阵阵列探头各独立压电晶片,合成声束并实现声束的移动、偏转和聚焦等功能,再按一定的延迟法则对接收到的超声信号进行处理并以图像的方式显示被检对象内部的超声检测方法[1]。
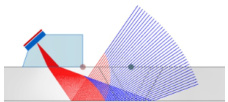
PA 和常规超声(UT)的区别在于探头的不同,PA 的探头模组里有很多独立压电晶片,而常规超声探头的晶片只有一二片。PA 仪器可对 PA 探头模组里的各晶片进行延时激发的精确设定,使得从 PA 探头发射的声束具有移动、偏转和聚焦等现象,从而实现不移动 PA 探头,也能大面积扫查被检区域。常规超声的探头只有一条声束,覆盖面积不大,想要扫查被检区域,必须移动探头来扩大备件区域。PA 仪器还可以输入被检物体的形状模型,在 PA 探头形成的多角度扫描下形成一个扇扫图形,从而达到缺陷定位的可视化功能。声束及焊缝模型示意图如图 1 所示。
图 1 声束及焊缝模型示意
1.2 全矩阵采集-全聚焦成像
全矩阵采集(Full Matrix Capture,FMC)是相控阵超声检测的一种信号激发和采集模式,原理是一个阵元发射信号,所有的阵元都接收,然后逐次遍历所有的阵元晶片进行单独的发射和全阵列接收的一种采集方式[2]。
全聚焦成像(Total Focusing Method,TFM) 是相控阵的一种处理数据的算法,此算法对数据施加经计算的延时法则,从而实现声束在规定的关注区域(ROI)内的多点处聚焦。其基本思路是相干叠加不连续处的回波,从而获取不连续处最大的回波幅度[2]。
FMC-TFM 是基于 FMC 信号激发采集,之后用 TFM 技术来成像的一种技术。与 PA 相比,FMC-TFM 技术具有最佳的聚焦成像,近场区灵敏度和分辨率高、表面盲区小等优势。但采集的数据量大,成像计算量大,现在计算机大体能实现接近实时成像的性能,但总体效率偏低。
1.3 平面波激发-全聚焦成像
平面波激发-全聚焦成像(Plane Wave Imaging Total Focusing Method,PWI-TFM),是相控阵超声检测的另外一种信号激发和采集模式。PWI 的原理是采用每次多个阵元发射,然后所有阵元都接收,通过对各个晶片设置不同的参数,可以实现从探头中发射不同角度的平面波[3]。
PWI 和 FMC 的区别在于 PWI 可以不同角度或孔径来发射声束,能够像波束形成的相控阵一样选择最佳覆盖范围和针对应用的检测区域的波束角度。使最终的接收数据(假设 64 晶片探头,设 9 个角度),PWI 为 9×64 组数据,而 FMC 为 64×64 组数据,使数据量大大减少,在扫描速度和检查效率上有显著提升。
2 仪器及试块
2.1 仪器
检测用仪器使用 Eddyfi(M2M)Gekko 64:128PR 型仪器,具有 PA,FMC 及 PWI 激发方式并且用 TFM 作为后处理方法。探头使用 GCS-5L64 型超声阵列探头,频率 5MHz,64 个晶片,加上被动轴聚焦的特点,具有极佳的信噪比和精确的定量能力,根据试块材料钛,耦合剂选用水。
2.2 试块
试块分别采用纯钛 ISO 19675 标准试块、钛焊缝通用对比试块和模拟试块。纯钛 ISO 19675 试块用于声速、晶片一致性校准。对比试块根据 ASME BPVC.V Article 4 Mandatory Appendix XI 制作,用于系统灵敏度校准、分辨率校准、声束路径验证、定量验证及建立 TCG 曲线等功能,包含一系列不同深度的 2mm 横孔、通槽、底面槽等人工反射体。模拟试块是一块有缺陷的 20mm 钛焊接试板,焊接方法为氩弧焊,坡口形式 X 型,缺陷位置是在近上、下表面加工了不开口的未熔合缺陷各 1 个;X 型坡口中心的不同处加工未焊透 2 个,共 4 个缺陷。
3 仪器的工艺参数设置
3.1 通用设置
仪器的激发脉冲统一设置为双极性方波、电压 40V;激发孔径均设置为全孔径;TCG 不校准(显示原始成像结果)。两种 TFM 检测的 ROI 的选择比实际检测时的宽度稍大,主要是为了能更好地观察干扰信号、伪缺陷的情况,会损失一定检测速度。扫查方式均为手工划线编码扫查。
3.2 试板校准与设置
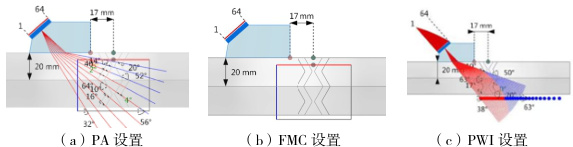
通过标准试块及对比试块,校准好仪器,并测得钛的横波声速为 3250m/s,探头楔块在钛试板中的自然折射角为 66º。模拟试块的焊缝模型为 X 型坡口,两边热影响区宽度各为 5mm。为了更好观察二次波的图像,不和一次波的区域重叠,进行如下设置。
(1)PA 设置。探头前端距为 17mm ,扇扫角度范围为 38°~70°,1°步进,聚焦设置为深度聚焦 45mm ,基础增益为 32dB,最大允许扫查速度为 155mm/s ,如图 2(a)所示。
(2)FMC 设置。ROI 大小:53mm×38mm,深度:5mm,探头前端距:17mm。基础增益为 50dB,最大许扫查速度为 21mm/s,如图 2(b)所示。
(3)PWI 设置。ROI 大小: 53mm×38mm ,深度:5mm,探头前端距: 17mm 。声束角度范围:31°~80°,6∘ °步进,9 个声束角度。基础增益为 50dB,最大允许扫查速度为 69mm/s ,如图 2(c)所示。
图 2 20mm 试板工艺参数设置示意
4 检测效果
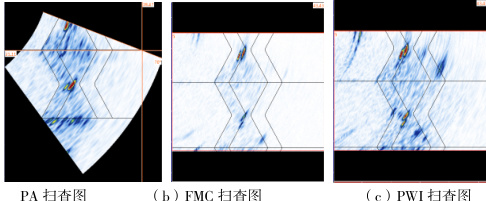
使用 PA、FMC-TFM 和 PWI-TFM 方法分别检测 20mm 钛模拟试板,20mm 钛模拟试板一共 4 个缺陷,显示的缺陷情况如下:未焊透的 3 个扫查图如图 3 所示。PA 扫查由于扇扫的角度覆盖有限,一次波的扫查范围有限,一次波内有显示缺陷信号,但不完整,但在 PA 扫查图的二次波区域里很明显显示出了缺陷的位置且波幅较高容易辨认;而 FMC 与 PWI 的扫查图均在一次波区域完整显示了缺陷信号,而且有很明显的端点衍射信号。其中FMC 在二次波区域内缺陷成像的波幅有点低,原因是 FMC 是单晶片激发,能量有限,而 PWI 是多晶片激发,能量大,故穿透能力 PWI 比 FMC 强上不少。而 PWI 则展示出了二次波区域最佳的成像,无论是细腻程度还是上下端点均非常好,而且能和一次波区域的缺陷信号相验证。不过在 PWI 图像中,很明显出现缺陷的变形波,位置大致出现在探头和缺陷的相应角度的延长线上。这种变形波的出现,其实可以当作一个辅助检测,因为只有出现缺陷了才会有变形波,但由于变形波出现的位置在焊缝及热影响区,对于评图人员有一定的干扰。
图 3 未焊透的 3 个扫查图
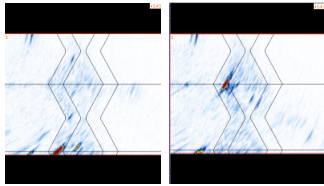
由图可知,3 种技术对上下表面未熔合均有定位准确、清晰的成像结果。未熔合的 FMC 扫查图如图 4 所示
图 4 未熔合的 FMC 扫查图
从图 3 和图 4 来看,这 3 种技术在钛焊缝检查中,缺陷的检出效果都是很清晰的,各有特点。其中最大的不同点不是扫查图的表现,而是数据处理速度,具体的数据量见表 1。各个不同的模式的数据处理方法的不同,也就导致了在扫查的时候,能允许的最大扫查速度的差距,其中 FMC-TFM 模式在 64 晶片全开的前提下,最大扫查速度只有 21mm/s ,对于非全自动机械扫查的情况下,这个速度实在是太慢,很容易形成仪器来不及记录完前面的数据,后面的数据扫了但记录不进,从而出现数据丢失的情况。PA 则相对速度最快,而 PWI-TFM 的扫查速度和参数设置息息相关,关注区域(ROI)越大,声束角度越大,扫查速度速度就越慢,反之速度就快。
表 1 基于 20mm 试板数据采集处理量

5 综合选择
在日常检验中,要确定最终检测工艺时,主要应考虑以下几个方面的因素:工艺是否符合产品设计标准所引用的检测标准、工艺的复杂程度、检测成像质量与评图难易程度、实际检测的速度等。各项技术的差异见表 2,其中,最大允许扫查速度和数据容量是基于 Eddyfi Gekko 64:128PR 仪器,GCS-5L64 探头,20mm 钛焊接板数据。
表 2 3 种技术的差异对比

结语
在实际扫查钛焊缝检测中,使用 PA、FMC-TFM 和 PWI-TFM 都是可行的方案。其中 PA 扫查速度最快,但由于扫查范围是扇形,导致区域覆盖并不大,最终成像精度也差点。FMC-TFM 会在选定的关注区域(ROI)内处处聚焦,分辨力很高,信号不扩散,但采集的数据量大,成像计算量大,扫查速度慢,效率较低。PWI-TFM是 FMC-TFM 的改进型技术,FMC-TFM 技术更加偏向于计算,无法控制某个声束的指向性,对不同方向和不同位置的缺陷的灵敏度和分辨力只能通过数值模拟,而 PWI-TFM 则通过探头激发的时候,就会人为控制的发射带有角度的平面波,到缺陷的时候,会有好几个不同角度反射回波信号,此时仪器就能优先选取最大信号并显示在图像中。对比 FMC-TFM,灵敏度和分辨力并不差,但数据量大大的减少,从而最大允许扫查速度会比 FMC-TFM高很多。
PA 的国内标准已经在 2021 年发布,此技术在锅炉,压力容器,压力管道,风电,船舶等大量运用钢材的行业,已经有了广泛的运用,FMC-TFM 及 PWI-TFM 的国内标准也在陆续发布。在以前的规范里,包括钛材在内的有色金属,焊缝只能用射线检测(RT)来检查,而现在可以用相控阵技术来代替,并且以无耗材,无辐射,无场地要求等这些优势,会慢慢逐步替代 RT 此检测方法。
参考文献:
[1]国家能源局.承压设备无损检测第 15 部分:相控阵超声检测:NB/T 47013.15—2021[S].北京:中国标准出版社,2021.
[2]国家市场监督管理总局,国家标准化管理委员会.无损检测超声检测全矩阵采集/全聚焦技术(FMC/TFM):GB/T 43921—2024[S].北京:中国标准出版社,2024.
[3]骆琦,孔傲,胡庆荣,等.相控阵超声平面波全聚焦成像算法及其应用[J].无损检测,2023,45(12):22-26.
作者简介:王欢(1985—),男,上海人,本科,工程师,主要研究方向为承压设备的材料性能及焊接质量。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)